- Português
-
EnglishDeutschItaliaFrançais한국의русскийSvenskaNederlandespañolPortuguêspolski繁体中文SuomiGaeilgeSlovenskáSlovenijaČeštinaMelayuMagyarországHrvatskaDanskromânescIndonesiaΕλλάδαБългарски езикGalegolietuviųMaoriRepublika e ShqipërisëالعربيةአማርኛAzərbaycanEesti VabariikEuskeraБеларусьLëtzebuergeschAyitiAfrikaansBosnaíslenskaCambodiaမြန်မာМонголулсМакедонскиmalaɡasʲພາສາລາວKurdîსაქართველოIsiXhosaفارسیisiZuluPilipinoසිංහලTürk diliTiếng ViệtहिंदीТоҷикӣاردوภาษาไทยO'zbekKongeriketবাংলা ভাষারChicheŵaSamoa日本語SesothoCрпскиKiswahiliУкраїнаनेपालीעִבְרִיתپښتوКыргыз тилиҚазақшаCatalàCorsaLatviešuHausaગુજરાતીಕನ್ನಡkannaḍaमराठी
Visão Máquina e Sensores Visuais: Princípios de Funcionamento e Aplicações
Catálogo
O que é Visão Máquina?
A visão máquina é uma tecnologia que permite que máquinas capturem, processem e analisem imagens de objetos do mundo real. Ela combina câmeras, sensores, lentes ópticas, sistemas de iluminação e software de processamento de imagem para captar informações visuais e transformá-las em dados úteis para decisões automatizadas.
Em aplicações práticas, a visão máquina realiza muitas das tarefas de inspeção visual e medição que, de outra forma, exigiriam a observação humana. Em vez de depender de uma pessoa para olhar para um produto e avaliar sua condição, o sistema registra uma imagem clara do objeto, converte essa imagem em informação digital e examina detalhes visuais específicos. Estes detalhes podem incluir forma, tamanho, posição, cor, brilho, bordas, padrões e condições de superfície. Ao analisar essas características, o sistema pode determinar se o objeto atende aos requisitos predefinidos.
Como Funciona um Sistema de Visão Máquina
Um processo de visão máquina segue uma sequência lógica de etapas. Primeiro, o objeto entra na área de inspeção e é iluminado usando uma fonte de luz controlada. A iluminação adequada ajuda a revelar características visuais importantes e reduz sombras, reflexos ou outras condições que poderiam afetar a qualidade da imagem.
Em seguida, uma câmera captura uma imagem do objeto de um ângulo e distância específicos. A imagem capturada é então convertida em dados digitais de pixels, onde cada pixel contém informações sobre brilho, cor ou intensidade. Esta imagem digital é transferida para um sistema de processamento de imagem para análise.
O software examina a imagem em detalhe, identificando bordas, comparando formas, medindo dimensões, detectando variações de cor e avaliando características da superfície. Ele processa padrões de pixels e valores de intensidade para isolar as informações mais importantes. Os dados extraídos são então comparados com padrões, tolerâncias ou regras de inspeção predefinidos para determinar se o objeto atende aos critérios requeridos.
Aplicações e Benefícios da Visão Máquina
Após a análise ser concluída, o sistema gera resultados que podem ser usados para suportar uma ampla gama de operações industriais. A visão máquina pode realizar medições precisas, identificar defeitos na superfície, verificar a qualidade do produto, classificar itens com base em características específicas, determinar a posição exata dos objetos e fornecer orientação para sistemas robóticos durante tarefas de manuseio ou montagem.
Porque a visão por máquina pode inspecionar grandes números de objetos de forma rápida e consistente, ajuda a melhorar a precisão, eficiência e a confiabilidade da produção. A sua capacidade de realizar inspeções detalhadas em tempo real tornou-a uma tecnologia chave na fabricação, automação industrial, robótica, embalagens, produção eletrónica e sistemas de controle de qualidade.
Composição dos Sistemas de Visão por Máquina
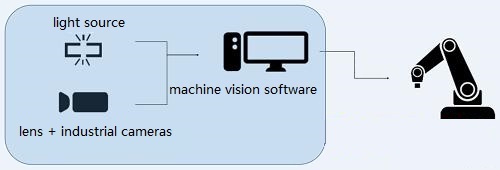
Um sistema de visão por máquina é composto por vários componentes de hardware e software que trabalham juntos para inspecionar, medir, identificar e rastrear objetos automaticamente. Cada componente desempenha uma tarefa específica no processo de inspeção. Desde o momento em que um objeto entra na área de inspeção até o momento em que uma decisão é tomada, a informação flui através de uma série de passos conectados. Esses passos incluem detecção de objetos, aquisição de imagem, transferência de imagem, processamento de imagem, geração de resultados e controle de equipamentos.
Para uma inspeção precisa e confiável, cada componente deve funcionar em coordenação. Um atraso na captura de imagem, iluminação inadequada ou posicionamento impreciso pode afetar a qualidade do resultado final. Portanto, o desempenho de todo o sistema depende de como bem esses componentes operam juntos.
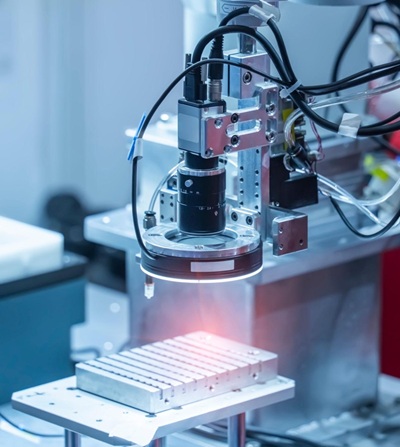
Câmera e Lente
A câmera e a lente formam a seção de aquisição de imagem do sistema de visão por máquina. O seu trabalho é capturar uma imagem clara e detalhada do objeto que está a ser inspecionado.
O processo começa quando a luz refletida da superfície do objeto entra na lente. A lente reúne esta luz e foca-a no sensor da câmera. A qualidade deste foco afeta diretamente a nitidez da imagem. Se a imagem estiver desfocada, pequenos defeitos, bordas, marcas ou detalhes dimensionais podem se tornar difíceis de detectar.
Após a luz atingir o sensor, a câmera converte a imagem óptica em dados de imagem digital. Esses dados consistem em milhares ou até milhões de pixels que representam as características visuais do objeto. A imagem é então preparada para processamento pelo sistema de visão.
Diferentes tarefas de inspeção requerem diferentes configurações de câmera. Uma configuração de câmera única pode ser suficiente quando apenas uma vista de um objeto é necessária. No entanto, produtos com formas complexas frequentemente requerem várias câmeras posicionadas em ângulos diferentes. Isso permite que o sistema inspecione várias superfícies ao mesmo tempo, elimine pontos cegos e capture informações mais completas.
Câmeras de visão por máquina estão disponíveis em vários tipos, incluindo câmeras monocromáticas, câmeras coloridas, câmeras de linha, câmeras de área, câmeras de varredura progressiva e câmeras de alta resolução. A seleção depende de fatores como o tamanho do objeto, velocidade de produção, detalhes de imagem requeridos, campo de visão e precisão da medição.
Fonte de Luz
A fonte de luz é um dos componentes mais críticos em um sistema de visão por máquina porque a qualidade da imagem depende fortemente da iluminação adequada.
Antes que uma imagem seja capturada, o objeto deve ser iluminado de uma maneira controlada e consistente. O objetivo não é simplesmente tornar o objeto visível. A iluminação deve revelar claramente as características que precisam ser inspecionadas. Essas características podem incluir bordas, arranhões, fissuras, texturas de superfície, caracteres impressos, rótulos, diferenças de cor ou limites dimensionais.
A iluminação adequada aumenta o contraste da imagem e faz com que detalhes importantes se destaquem do fundo. Por exemplo, um pequeno arranhão em uma superfície metálica pode ser difícil de detectar em condições normais de iluminação, mas pode tornar-se altamente visível quando iluminado a partir de um ângulo específico.
As tecnologias de iluminação comuns incluem iluminação LED, iluminação fluorescente, iluminação por fibra ótica e iluminação halógena. Entre essas opções, a iluminação LED é amplamente utilizada porque fornece brilho estável, longa vida útil e baixos requisitos de manutenção.
O método de iluminação é selecionado com base em vários fatores, incluindo o material do objeto, a cor, a textura da superfície, a refletividade, a forma e o ângulo de inspeção. Uma iluminação bem projetada ajuda a reduzir sombras, ofuscamento e reflexos, resultando em maior precisão de detecção e resultados de medição mais consistentes.
Sensores
Os sensores são responsáveis por detectar a presença, posição ou movimento de um objeto antes que a aquisição da imagem comece.
Em uma linha de produção típica, os produtos movem-se continuamente ao longo de um transportador ou sistema de manuseio automatizado. A câmera deve capturar a imagem no momento correto. Se a imagem for tirada muito cedo ou muito tarde, áreas importantes de inspeção podem ser perdidas.
Para evitar esse problema, um sensor monitora o movimento do objeto e determina quando ele chega à posição de inspeção. Assim que o objeto chega ao local designado, o sensor envia um sinal de disparo para a câmera.
Tipos comuns de sensores incluem sensores de fibra óptica, sensores de proximidade, sensores fotoelétricos e interruptores fotoelétricos. Estes dispositivos fornecem informações de tempo precisas e ajudam a sincronizar a captura de imagem com o movimento do objeto.
A disparo preciso reduz erros relacionados ao movimento, melhora a consistência da imagem e garante que cada objeto seja inspecionado sob as mesmas condições.
Cartão de Captura de Imagem
Depois que a câmera adquire uma imagem, os dados da imagem devem ser transferidos para o sistema de processamento. Esta tarefa é realizada pelo cartão de captura de imagem.
O cartão de captura recebe sinais de imagem da câmera e os converte em um formato que o computador e o software de visão podem processar de forma eficiente. Durante inspeções de alta velocidade, grandes quantidades de dados de imagem devem ser transferidas rapidamente e de forma confiável. O cartão de captura ajuda a manter uma transmissão de dados estável e previne perda de imagem.
Além de transferir dados de imagem, o cartão de captura pode gerenciar várias funções da câmera. Essas funções podem incluir disparo da câmera, controle de exposição, ajuste do tempo de integração, sincronização e controle do obturador.
Diferentes cartões de captura suportam diferentes padrões de comunicação e interfaces de hardware. Interfaces industriais comuns incluem PCI, Compact PCI, PC104 e outras plataformas de comunicação industrial. A interface selecionada deve corresponder tanto à câmera quanto ao sistema de processamento para garantir uma operação suave.
Plataforma PC
O computador serve como a unidade central de processamento do sistema de visão da máquina. Ele recebe dados de imagem, executa algoritmos de inspeção, armazena informações e comunica resultados a outros equipamentos.
Uma vez que a imagem chega da câmera, o computador processa os dados passo a passo. Ele pode medir dimensões, localizar características específicas, comparar padrões, detectar defeitos, decodificar códigos de barras ou verificar a qualidade do produto. Essas operações devem frequentemente ser concluídas dentro de frações de segundo para acompanhar as velocidades da linha de produção.
Aplicações que requerem inspeção rápida e grandes volumes de imagens geralmente utilizam processadores de alto desempenho, grande capacidade de memória e hardware de computação avançado para reduzir o tempo de processamento.
Em ambientes industriais, PCs industriais são comumente usados porque são projetados para operar de forma confiável em condições adversas. Eles podem suportar poeira, vibração, flutuações de temperatura, umidade e interferência elétrica, tornando-os adequados para operação contínua em fábricas.
Software de Processamento de Visão
O software de processamento de visão é o componente que transforma dados de imagem brutos em resultados de inspeção significativos.
Após receber uma imagem, o software a analisa usando algoritmos especializados. A análise frequentemente segue uma sequência de operações. Primeiro, o software melhora a imagem e remove o ruído desnecessário. Em seguida, identifica características importantes, como bordas, formas, padrões, caracteres ou regiões de cor. Depois, realiza medições, comparações ou tarefas de classificação de acordo com regras de inspeção predefinidas.
O software pode realizar uma ampla gama de funções, incluindo medição dimensional, posicionamento de objetos, leitura de códigos de barras, reconhecimento óptico de caracteres (OCR), detecção de defeitos, correspondência de padrões e identificação de produtos.
Assim que a análise é concluída, o software gera resultados de inspeção. Esses resultados podem incluir decisões de aprovação/reprovação, valores dimensionais, coordenadas de objetos, códigos de identificação, locais de defeitos ou comandos de controle de máquinas.
Algumas plataformas de software são projetadas para tarefas de inspeção altamente especializadas, enquanto outras fornecem ferramentas flexíveis que podem ser adaptadas a diferentes aplicações de fabricação e controle de qualidade.
Unidade de Controle Incluindo I/O, Controle de Movimento e Conversão de Nível
A unidade de controle conecta o sistema de visão da máquina a equipamentos externos e permite que os resultados da inspeção sejam convertidos em ações físicas.
Após a conclusão da análise da imagem, o software envia dados de inspeção para a unidade de controle. A unidade de controle então se comunica com dispositivos como PLCs, robôs, transportadores, atuadores, controladores de movimento e módulos I/O.
Em sistemas de inspeção simples, a unidade de controle pode apenas enviar um sinal básico de aprovação ou reprovação. Por exemplo, quando um produto defeituoso é detectado, um sinal de saída pode ativar um mecanismo de rejeição que remove o item da linha de produção.
Sistemas mais avançados requerem capacidades de controle adicionais. Em aplicações robóticas, o sistema de visão pode calcular a posição e a orientação exatas de um objeto e enviar essas coordenadas a um controlador de robô. O robô pode então ajustar seu caminho de movimento e realizar operações precisas de pega e coloca, montagem ou manuseio.
A unidade de controlo também pode realizar conversão de nível de sinal, garantindo que os sinais de comunicação do sistema de visão sejam compatíveis com o equipamento conectado. Ao coordenar a troca de dados e ações da máquina, a unidade de controlo permite respostas automatizadas, como rejeição de produtos, orientação robótica, correção de posicionamento, sincronização de processos e controlo da linha de produção.
Características da Visão Artificial
A visão artificial oferece várias vantagens sobre a inspeção manual, especialmente em ambientes de manufatura onde os produtos devem ser verificados de forma rápida, precisa e consistente. Durante a inspeção manual, os operadores devem observar continuamente as peças, compará-las com os requisitos de qualidade e tomar decisões com base no que veem. À medida que os volumes de produção aumentam, manter o mesmo nível de atenção e consistência torna-se mais difícil.
A visão artificial aborda esses desafios ao usar imagem digital, análise automatizada e regras de inspeção predefinidas. Uma vez que o sistema é configurado, cada produto passa pelo mesmo processo de inspeção e é avaliado usando os mesmos padrões. Isso leva a uma maior precisão, melhor consistência, velocidades de inspeção mais rápidas, resultados mais objetivos e menores custos operacionais a longo prazo.
Precisão
Uma das forças mais importantes da visão artificial é a sua capacidade de realizar medições e inspeções de alta precisão.
Muitos produtos industriais contêm características que são extremamente pequenas e difíceis de avaliar com precisão a olho nu. Exemplos incluem circuitos eletrônicos finos, microcomponentes, orifícios minúsculos, fendas estreitas, marcações impressas, juntas de solda e imperfeições na superfície. Mesmo quando ferramentas de ampliação são utilizadas, a inspeção manual muitas vezes depende do julgamento visual individual, o que pode introduzir variação nas medições.
Os sistemas de visão artificial analisam imagens a nível de pixel. Depois que uma imagem é capturada, o software identifica bordas, cantos, padrões ou pontos de referência específicos e calcula dimensões com base em medições calibradas. Isso permite que o sistema meça distâncias, diâmetros, ângulos, posições e características da superfície com um alto grau de precisão.
Em aplicações como fabricação de eletrônicos, produção de semicondutores, montagem de dispositivos médicos e usinagem de precisão, a visão artificial pode detectar pequenos defeitos e desvios dimensionais que podem ser difíceis de identificar apenas por meio da inspeção manual. Esse nível de precisão ajuda a melhorar a qualidade do produto e reduz o risco de produtos defeituosos chegarem a estágios de produção posteriores.
Repetibilidade
A visão artificial oferece resultados de inspeção altamente consistentes porque segue o mesmo procedimento de inspeção todas as vezes.
Na inspeção manual, diferentes operadores podem avaliar o mesmo produto de forma diferente. Mesmo o mesmo operador pode chegar a conclusões diferentes em momentos distintos devido a mudanças na concentração, carga de trabalho ou condições de visualização. Essas variações podem afetar a consistência do controle de qualidade geral.
A visão artificial elimina grande parte dessa variabilidade ao aplicar regras de inspeção predefinidas e parâmetros de medição a cada produto. Cada imagem é processada usando a mesma sequência de operações, e cada resultado é comparado com os mesmos critérios de aceitação.
Por exemplo, se um produto requer um diâmetro de orifício dentro de um intervalo de tolerância específico, o sistema mede esse recurso usando o mesmo método para cada ciclo de inspeção. O processo de avaliação permanece inalterado, independentemente de o primeiro produto ou o décimo milésimo produto estar sendo inspecionado.
Este alto nível de repetibilidade ajuda os fabricantes a manter uma qualidade de produto uniforme, padrões de produção estáveis e desempenho de inspeção consistente em grandes volumes de produção.
Velocidade
Os sistemas de visão artificial podem inspecionar produtos de forma significativamente mais rápida do que os métodos de inspeção manual.
Em um ambiente de produção, os produtos muitas vezes se movem continuamente em transportadores, mesas de indexação ou sistemas de montagem automatizados. A inspeção deve ser concluída dentro de um período muito curto sem interromper o fluxo de produção. A inspeção manual pode se tornar um gargalo quando as velocidades de produção aumentam, especialmente quando um grande número de produtos deve ser verificado dentro de um tempo limitado.
Os sistemas de visão artificial são projetados para lidar com essas condições de forma eficiente. Quando um objeto chega à posição de inspeção, um sensor aciona a câmera, a imagem é capturada e o software de processamento começa imediatamente a análise. Medições, verificações de defeitos, comparações de padrão e processos de tomada de decisão podem frequentemente ser concluídos em milissegundos.
Como a captura e a análise de imagens ocorrem tão rapidamente, a visão artificial pode inspecionar produtos em movimento de alta velocidade em tempo real, mantendo a precisão da inspeção. Isso permite que os fabricantes sustentem altas taxas de produção sem sacrificar o controle de qualidade.

Objetividade
A visão computacional fornece resultados de inspeção com base em dados de imagem mensuráveis, em vez de interpretação pessoal.
Durante a inspeção manual, indivíduos diferentes podem avaliar o mesmo defeito de maneira diferente. Fatores como nível de experiência, percepção visual, pressão de trabalho, condições de iluminação e fadiga podem influenciar as decisões. Como resultado, defeitos limite podem, às vezes, ser aceites por um inspetor e rejeitados por outro.
A visão computacional segue critérios de inspeção programados. O sistema analisa características da imagem, compara os valores medidos com limites predefinidos e gera resultados de acordo com regras estabelecidas. Cada decisão é baseada em dados de imagem capturados, medições numéricas e limiares programados.
Como o processo de avaliação não depende do julgamento pessoal, os resultados da inspeção permanecem mais consistentes em diferentes turnos, lotes de produção e condições operacionais. Essa objetividade ajuda a melhorar a garantia de qualidade, o controle de processos e a rastreabilidade do produto.
Eficiência de Custo
A visão computacional pode reduzir significativamente os custos de inspeção a longo prazo, enquanto melhora a eficiência geral da produção.
Nos processos de inspeção manual, múltiplos operadores podem ser necessários para inspecionar produtos continuamente ao longo de um turno de produção. Trabalho adicional também pode ser necessário para rechecagem de produtos questionáveis ou para realizar medições repetitivas. À medida que o volume de produção aumenta, os custos de mão de obra e as cargas de trabalho de inspeção tipicamente também aumentam.
Um sistema de visão computacional automatizado pode realizar essas tarefas continuamente com mínima interrupção. Uma vez instalado e configurado, o sistema pode inspecionar grandes números de produtos enquanto mantém os mesmos padrões de inspeção. Isso reduz a necessidade de inspeção manual repetitiva e permite que o pessoal se concentre em tarefas que exigem expertise técnica ou melhoria de processos.
Embora o custo inicial de investimento para câmeras, iluminação, software e equipamentos de processamento possa ser relativamente alto, os benefícios a longo prazo frequentemente superam a despesa inicial. Esses benefícios incluem maior produtividade, menores custos laborais, redução de erros de inspeção, menos produtos defeituosos, menos desperdício de material e melhoria da eficiência de fabricação.
Como resultado, a visão computacional é frequentemente vista não apenas como uma ferramenta de controle de qualidade, mas também como uma tecnologia que apoia a redução de custos, a otimização de processos e o desempenho operacional a longo prazo.
Princípio de Funcionamento dos Sensores Visuais
Como os Sensores Visuais Coletam e Analisam Informações
Um sensor visual é um dispositivo que captura imagens de um objeto e converte essas imagens em dados de inspeção úteis. Ele serve como o primeiro estágio do processo de visão computacional, pois todas as medições e resultados de inspeção dependem da qualidade da imagem que é coletada.
Em aplicações industriais, os sensores visuais são usados para obter informações sobre o tamanho, posição, forma, orientação, área, localização da borda e centro de gravidade de um objeto. Essa informação ajuda a determinar se um produto atende aos requisitos de qualidade, se está corretamente posicionado para processamento posterior ou se deve ser aceito ou rejeitado.
O processo começa quando um objeto entra no campo de visão do sensor. A luz de uma fonte de iluminação dedicada ou do ambiente circundante reflete da superfície do objeto e viaja através do sistema óptico do sensor. Os componentes ópticos focam essa luz refletida em um sensor de imagem, criando uma representação digital do objeto.
Formação de Imagem e Detecção Baseada em Pixel
No cerne de um sensor visual está um sensor de imagem composto por milhares ou milhões de pixels individuais. Cada pixel coleta luz de uma área muito pequena do objeto e registra informações sobre a intensidade da luz e, em alguns casos, cor.
Quando a imagem é capturada, cada pixel armazena um valor numérico correspondente à quantidade de luz que recebe. Áreas brilhantes produzem valores de pixel mais altos, enquanto áreas mais escuras produzem valores mais baixos. Juntos, esses valores de pixel formam uma imagem digital completa do objeto.
A quantidade de detalhes visíveis na imagem depende em grande parte da resolução do sensor, que é determinada pelo número de pixels disponíveis. Um sensor de maior resolução divide a imagem em mais pontos de amostragem, permitindo que características menores sejam capturadas e medidas de forma mais precisa.
Por exemplo, ao inspecionar uma placa de circuito impresso, uma imagem de baixa resolução pode mostrar apenas o contorno geral dos componentes. Uma imagem de alta resolução pode revelar detalhes muito mais finos, como rastros de condutores estreitos, pequenas junções de solda, marcas de alinhamento minúsculas ou pequenos defeitos de superfície. Esse detalhe adicional melhora a precisão da medição e a capacidade de detecção de defeitos.
Processamento de Imagem e Extração de Características
Uma vez que a imagem foi capturada, o sensor visual começa a processar os dados da imagem. O primeiro passo geralmente envolve melhorar a qualidade da imagem, reduzindo o ruído, melhorando o contraste e separando o objeto do fundo. Estas operações ajudam a garantir que características importantes possam ser identificadas com mais clareza.
O sensor então analisa características específicas da imagem. Pode localizar bordas, identificar formas geométricas, calcular dimensões, determinar a orientação do objeto, medir distâncias ou encontrar o ponto central de um alvo. Durante esta etapa, o sistema converte informações de pixels brutos em dados de medição significativos.
As informações extraídas são comparadas com imagens de referência armazenadas, padrões predefinidos, limites de tolerância ou critérios de inspeção. O processo de comparação determina se o objeto corresponde aos requisitos esperados.
Por exemplo, o sistema pode verificar se uma etiqueta está corretamente posicionada, se um componente está alinhado corretamente, se o diâmetro de um furo está dentro da tolerância, ou se uma superfície contém defeitos visíveis. O processo de avaliação segue as mesmas regras programadas para cada ciclo de inspeção, garantindo resultados consistentes.
Resultados de Saída e Tomada de Decisão
Após a análise estar completa, o sensor visual gera resultados de inspeção que podem ser utilizados por operadores, máquinas ou sistemas de controle.
Dependendo da aplicação, a saída pode incluir resultados de detecção de objetos, coordenadas de posição, medições dimensionais, informações de orientação, locais de defeitos, dados de identificação ou decisões de aprovação/reprovação. Esses resultados podem ser exibidos em um sistema de monitoramento, armazenados para registros de qualidade, ou transmitidos diretamente para equipamentos de produção.
Em sistemas de fabricação automatizados, a saída é frequentemente utilizada imediatamente. Por exemplo, um robô pode receber coordenadas de posição para uma operação de pegar e colocar, um sistema de transporte pode rejeitar um produto defeituoso, ou uma máquina de produção pode ajustar seus parâmetros de operação com base nos resultados das medições.
Componentes Principais de um Sensor Visual
Um sensor visual integra múltiplas tecnologias em um sistema compacto capaz de capturar, processar e transmitir dados de imagem. Para realizar essas funções de maneira precisa e confiável, vários componentes trabalham juntos ao longo do processo de inspeção.
Componentes Ópticos
Os componentes ópticos guiam e focam a luz do objeto no sensor de imagem. Esses componentes podem incluir lentes, filtros, espelhos e elementos ópticos de proteção. Seu objetivo é criar uma imagem nítida e estável que preserve detalhes visuais importantes.
Unidades a Laser
Muitos sensores visuais usam emissores a laser para gerar padrões de luz precisos ou linhas de referência. Essas projeções a laser tornam mais fácil medir distâncias, detectar perfis de objetos e criar informações de superfície tridimensionais.
Motores de Digitalização e Mecanismos de Digitalização
Em aplicações que requerem digitalização de área ou medição de perfis, motores de digitalização e mecanismos de digitalização movem componentes ópticos ou dirigem o caminho de digitalização pelo alvo. Este movimento controlado permite que o sensor colete dados de imagem de diferentes posições e construa uma representação completa do objeto.
Sensores Angulares
Sensores angulares monitoram a posição rotacional e o movimento dentro do sistema de digitalização. Eles ajudam a manter a precisão da medição, garantindo que os componentes de digitalização operem no ângulo e posição corretos durante todo o processo de inspeção.
Sensores CCD Lineares
Muitos sistemas de detecção visual usam sensores CCD (Dispositivo de Carga Acoplada) lineares para capturar informações de imagem uma linha de cada vez. À medida que o objeto ou o sistema de digitalização se move, linhas de imagem sucessivas são coletadas e combinadas para criar uma imagem completa. Esta abordagem é comumente usada em aplicações de inspeção de alta velocidade e digitalização de superfícies.
Drivers de Sensor e Circuitos de Controle Eletrônico
Os drivers de sensor e a eletrônica de controle regulam a operação de sensores de imagem, lasers, dispositivos de digitalização e interfaces de comunicação. Eles gerenciam o tempo do sinal, coordenam a aquisição de dados e garantem o desempenho estável do sistema durante a operação contínua.
Importância dos Sensores Visuais na Visão Artificial
Os sensores visuais são uma parte fundamental dos sistemas de visão artificial porque fornecem os dados de imagem necessários para todos os processos subsequentes de análise e tomada de decisão. Sem a aquisição precisa de imagens, medições e inspeções confiáveis não são possíveis.
Ao combinar tecnologia óptica, circuitos eletrônicos, dispositivos de detecção de imagem, mecanismos de digitalização e funções de processamento, os sensores visuais podem capturar informações detalhadas sobre objetos de forma rápida e consistente. Essa capacidade torna-os essenciais para aplicações como inspeção de qualidade, orientação robótica, medição dimensional, identificação de objetos, montagem automatizada e controle de processos industriais.
Implementação de Sensores Visuais
Sensores visuais são dispositivos de inspeção sem contato que combinam hardware de imagem, componentes ópticos, circuitos eletrônicos e tecnologia de processamento de imagem em um único sistema. Ao contrário das ferramentas de medição baseadas em contato, os sensores visuais não precisam tocar o objeto em inspeção. As informações são coletadas capturando e analisando a luz refletida da superfície do objeto.
Essa abordagem sem contato é especialmente valiosa em ambientes de produção automatizada. Os produtos podem continuar se movendo ao longo de uma esteira, girando em um suporte ou sendo manuseados por um robô enquanto as medições e inspeções ocorrem. Como nenhum contato físico é necessário, não há risco de arranhar superfícies delicadas, deformar materiais macios ou interromper o processo de produção.
Em aplicações robóticas, os sensores visuais fornecem as informações necessárias para localizar objetos, verificar posições, medir dimensões, identificar características e orientar movimentos automatizados. Para realizar essas tarefas, os sistemas de visão robótica geralmente dependem de três abordagens principais de medição: processamento de imagem de brilho, processamento de imagem binária e medição baseada em distância.
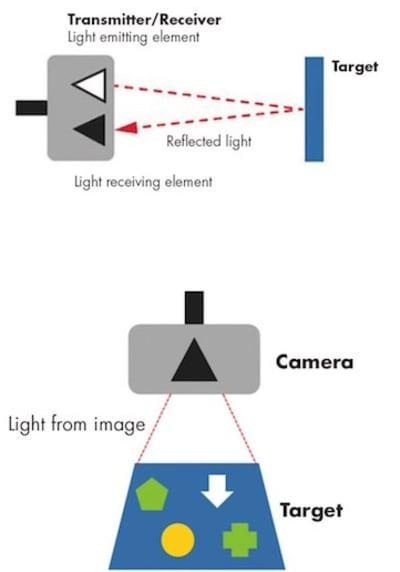
Processamento de Imagem de Brilho: Usando Intensidade de Luz para Extrair Características de Objetos
O processamento de imagem de brilho é um dos métodos mais amplamente utilizados em sistemas de visão computacional. O processo começa quando uma câmera captura uma imagem do objeto alvo sob condições de iluminação controladas.
Cada área da imagem contém um valor de brilho que corresponde à quantidade de luz refletida que atinge o sensor de imagem. Superfícies lisas, marcas impressas, bordas, buracos, arranhões e outras características geralmente refletem a luz de maneira diferente, criando variações no brilho da imagem.
Após a aquisição da imagem, a câmera converte a imagem óptica em dados digitais de pixels. Cada pixel armazena um valor numérico de brilho, permitindo que o sistema analise a imagem matematicamente. O software de processamento de imagem então examina esses valores para identificar características visuais importantes.
Durante a análise, o sistema pode localizar bordas, cantos, linhas retas, curvas, padrões, caracteres impressos, defeitos de superfície e limites de objetos. Por exemplo, ao inspecionar um componente mecânico, variações de brilho podem revelar o contorno de um buraco, a borda de uma superfície usinada ou a localização de uma marca gravada.
Como uma imagem em escala de cinza pode conter uma grande quantidade de dados, processar cada nível de brilho pode exigir recursos computacionais significativos. Em aplicações industriais de alta velocidade, técnicas de processamento adicionais são frequentemente utilizadas para reduzir a carga computacional e melhorar a velocidade da inspeção.
Processamento de Imagem Binária: Simplificando Imagens para Análise Mais Rápida
O processamento de imagem binária é comumente usado quando o objetivo é separar rapidamente e de forma eficiente um objeto de seu fundo.
O processo começa convertendo uma imagem em escala de cinza em uma imagem binária, onde cada pixel é atribuído um dos apenas dois valores possíveis. Os pixels são classificados como pretos ou brancos com base em um limiar de brilho selecionado. Áreas mais brilhantes que o limiar recebem um valor, enquanto áreas mais escuras recebem o outro.
Essa conversão simplifica dramaticamente a imagem. Em vez de analisar centenas de níveis de brilho, o sistema só precisa distinguir entre duas regiões. Como resultado, os cálculos se tornam mais rápidos e as características do objeto tornam-se mais fáceis de identificar.
Uma vez que o objeto foi separado do fundo, o sistema pode realizar medições adicionais. Pode calcular a área, largura, altura, perímetro, orientação, posição central ou forma geométrica do objeto. Também pode contar objetos, verificar presença ou ausência e detectar componentes faltantes.
Por exemplo, em uma linha de montagem, o processamento de imagem binária pode determinar rapidamente se uma peça está presente na localização correta antes que o próximo passo de fabricação comece. Devido à sua velocidade e simplicidade, esse método é amplamente utilizado em inspeções de alto volume e aplicações de classificação automatizada.
Medição Baseada em Distância: Medindo Posição e Forma em Três Dimensões
Algumas aplicações requerem mais do que uma imagem bidimensional. Nessas situações, o sistema deve determinar quão longe um objeto está do sensor e medir sua forma tridimensional. Métodos de medição baseados em distância são projetados para esse propósito.
O processo envolve a coleta de informações sobre a distância física entre o sensor e diferentes pontos na superfície do objeto. Usando essas informações, o sistema pode calcular altura, profundidade, contorno, orientação e posição espacial.
Uma abordagem comum é a medição por triangulação. Neste método, um feixe de laser ou padrão de luz estruturada é projetado na superfície do objeto. A luz refletida é observada de um ângulo diferente por uma câmera ou sensor. Analisando a relação geométrica entre a fonte de luz, o objeto e a câmera, o sistema calcula a distância até pontos específicos da superfície.
Outra abordagem amplamente utilizada é a visão estereoscópica. Essa técnica utiliza duas câmeras posicionadas em locais diferentes, semelhante a como a profundidade pode ser estimada a partir de dois ângulos de visão diferentes. Ambas as câmeras capturam imagens do mesmo objeto simultaneamente. O sistema compara características de imagem correspondentes e calcula informações de profundidade a partir das diferenças entre as duas visualizações.
A medição baseada em distância permite que os sensores visuais gerem dados tridimensionais, tornando possível inspecionar formas complexas, medir perfis de objetos, estimar volumes e determinar locais precisos de objetos.
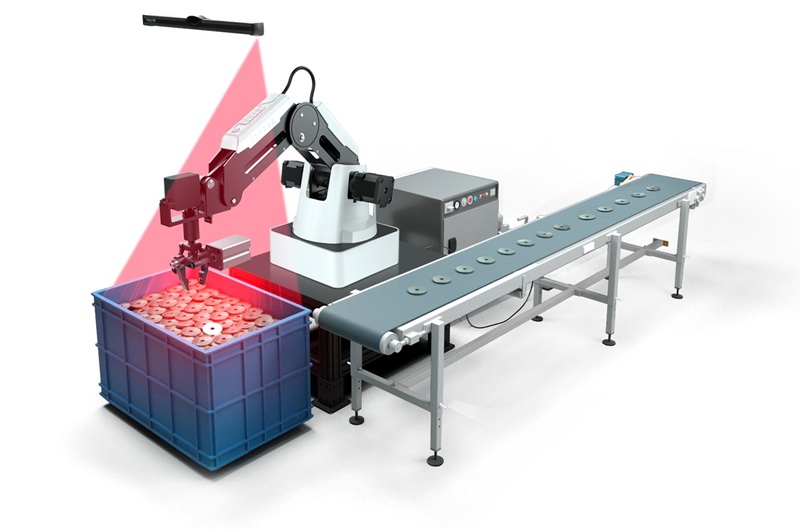
Essas capacidades são particularmente importantes em aplicações como seleção robótica, montagem automatizada, paletização, coleta em caixas, inspeção dimensional e controle de qualidade em 3D.
Suporte à Detecção de Objetos e Orientação Robótica
As três abordagens de medição são frequentemente usadas juntas dentro de um único sistema de visão. Uma imagem de brilho pode ser usada para identificar características da superfície, o processamento binário pode isolar o objeto de seu fundo e a medição de distância pode fornecer dados de posição tridimensionais.
Ao combinar essas técnicas, os sensores visuais podem realizar uma ampla gama de tarefas industriais. Eles podem detectar objetos, medir dimensões, reconhecer formas, rastrear movimentos, verificar a qualidade da montagem, determinar a orientação do objeto e fornecer informações de posicionamento para sistemas robóticos.
Como resultado, os sensores visuais tornaram-se componentes essenciais na automação moderna. Sua capacidade de reunir informações visuais precisas sem contato físico permite inspeções mais rápidas, medições mais confiáveis, controle de processos aprimorado e orientação robótica precisa em uma ampla gama de aplicações de manufatura e industriais.
Comparação de Sensores Fotoelétricos e Sensores Visuais
Compreendendo a Diferença Entre as Duas Tecnologias
Sensores fotoelétricos e sensores visuais são utilizados para detectar e monitorar objetos em sistemas automatizados, mas diferem significativamente na quantidade de informações que podem coletar e processar.
Um sensor fotoelétrico é projetado principalmente para determinar se um objeto está presente ou ausente em um local específico. Seu funcionamento é relativamente simples. Um feixe de luz é emitido em direção a uma área-alvo, e o sensor monitora se esse feixe é refletido, interrompido ou recebido. Com base nesse sinal, o sistema determina se um objeto entrou na zona de detecção.
Este método é eficaz para tarefas básicas de detecção, como contar produtos em um transportador, detectar a chegada de um pacote, confirmar a presença de um componente ou acionar a próxima etapa em um processo de produção. No entanto, as informações fornecidas geralmente são limitadas a um resultado de detecção simples.
Sensores visuais operam em um nível de inspeção muito mais alto. Em vez de depender de um único sinal de luz, eles capturam uma imagem completa do objeto e analisam múltiplas características visuais simultaneamente. Isso permite que o sistema colete informações detalhadas sobre o objeto, em vez de simplesmente confirmar sua presença.
Capacidades de Inspeção
A maior diferença entre sensores fotoelétricos e sensores visuais é a quantidade de informações que podem ser extraídas durante a inspeção.
Um sensor fotoelétrico pode normalmente responder a uma pergunta básica, como se um objeto está presente, ausente ou posicionado dentro de uma área de detecção. Embora isso seja suficiente para muitas tarefas de automação simples, não fornece informações sobre a condição ou características do objeto.
Um sensor visual pode realizar inspeções muito mais amplas. Após capturar uma imagem, o sistema pode analisar forma, tamanho, posição, orientação, cor, condição da superfície, marcações, padrões, dimensões e características de montagem dentro do mesmo ciclo de inspeção.
Por exemplo, considere um produto se movendo ao longo de um transportador. Um sensor fotoelétrico pode apenas confirmar que o produto chegou à estação de inspeção. Um sensor visual pode determinar se o produto é o modelo correto, verificar suas dimensões, checar a localização dos rótulos, confirmar a montagem adequada, identificar defeitos na superfície e medir sua posição para manuseio robótico.
Porque múltiplas inspeções podem ser realizadas a partir de uma única imagem, os sensores visuais fornecem significativamente mais capacidade de inspeção dentro de um único sistema.
Redução dos Requisitos de Hardware
Em sistemas de automação tradicionais, múltiplos sensores fotoelétricos eram frequentemente necessários para realizar uma série de tarefas de inspeção.
Por exemplo, um sensor pode detectar a presença do produto, outro pode verificar a altura, um terceiro pode confirmar a orientação, e sensores adicionais podem ser instalados para verificar a posição ou contar produtos. À medida que os requisitos de inspeção aumentavam, o número de sensores, suportes de montagem, cabos e pontos de ajuste também aumentavam frequentemente.
Sensores visuais podem frequentemente substituir muitos desses dispositivos individuais. Uma única imagem de câmera contém uma grande quantidade de informações que podem ser analisadas simultaneamente. Em vez de instalar diversos dispositivos de detecção separados, um único sensor visual pode realizar múltiplas funções de inspeção dentro de um sistema integrado.
Esta redução no hardware pode simplificar o design do sistema, reduzir a complexidade da fiação, minimizar o espaço de instalação e baixar os requisitos de manutenção.
Adaptabilidade a Mudanças de Posição e Orientação
Uma das vantagens mais importantes dos sensores visuais é a sua capacidade de lidar com variações na posição e orientação do objeto.
Em muitas aplicações de detecção fotoelétrica, os objetos devem passar por um local específico com alinhamento consistente. Se a posição do objeto se desviar do alcance de detecção do sensor, podem ocorrer leituras incorretas. Para evitar esse problema, os fabricantes frequentemente usam trilhos guias, fixações, mecanismos de posicionamento ou sensores adicionais para manter a colocação consistente do objeto.
Sensores visuais fornecem maior flexibilidade porque inspecionam uma imagem completa em vez de depender de um único ponto de detecção. Quando um objeto se move ligeiramente dentro do campo de visão da câmera, algoritmos de processamento de imagem podem frequentemente localizar o objeto e continuar o processo de inspeção.
Por exemplo, se um pacote chega ligeiramente deslocado de sua posição esperada, o sensor visual pode identificar o pacote dentro da imagem, determinar sua localização real e realizar as medições necessárias usando essa posição atualizada. Essa capacidade reduz a dependência de sistemas mecânicos de posicionamento altamente precisos.
Como resultado, sensores visuais são particularmente valiosos em aplicações onde os produtos podem chegar com pequenas variações em colocação, rotação ou orientação.
Flexibilidade de Software e Trocas de Produtos
Outra grande vantagem dos sensores visuais é sua flexibilidade baseada em software.
Em muitos sistemas fotoelétricos, mudanças nos requisitos de produção podem exigir modificações físicas. Novos sensores podem precisar ser instalados, as posições de montagem podem precisar ser ajustadas, ou as configurações de detecção podem precisar ser recalibradas. Essas mudanças podem aumentar o tempo de configuração e a complexidade do sistema.
Sensores visuais podem frequentemente ser adaptados através da configuração de software. Os parâmetros de inspeção, limites de medição, padrões de referência e critérios de aceitação podem ser atualizados sem mudanças significativas no hardware.
Por exemplo, uma linha de fabricação pode produzir vários modelos de produtos que diferem em tamanho, forma, design de etiqueta ou arranjo de componentes. Em vez de substituir sensores ou redesenhar a estação de inspeção, os operadores podem selecionar um programa de inspeção diferente ou carregar uma nova receita de produto. O sensor visual então aplica as regras de inspeção apropriadas para esse produto.
Essa flexibilidade torna os sensores visuais bem adequados para fabricação de alta mistura, trocas frequentes de produtos, produção personalizada e sistemas modernos de automação.
Resumo das Principais Vantagens
Enquanto os sensores fotoelétricos continuam sendo altamente eficazes para tarefas simples de detecção, os sensores visuais fornecem uma gama muito mais ampla de capacidades de inspeção.
Ao capturar e analisar imagens, os sensores visuais podem avaliar múltiplas características do produto ao mesmo tempo, reduzindo a necessidade de numerosos dispositivos de detecção individuais. Eles podem acomodar variações na posição do objeto, suportar trocas rápidas de produtos através de configurações de software e realizar inspeções detalhadas que vão muito além da simples detecção de presença.
Por essas razões, os sensores visuais tornaram-se uma tecnologia cada vez mais importante em robótica, inspeção automatizada, controle de qualidade, sistemas de embalagem, operações de montagem e ambientes de manufatura avançada, onde flexibilidade, precisão e inspeção rica em informações são essenciais.
Aplicações de Visão Artificial e Sensores Visuais
A visão de máquina e os sensores visuais são utilizados em aplicações onde objetos devem ser detectados, identificados, medidos, inspecionados, classificados, posicionados ou rastreados. Ao capturar imagens e analisá-las automaticamente, esses sistemas podem realizar tarefas de inspeção e medição a uma velocidade e nível de consistência que é difícil de alcançar através de métodos manuais.
O processo típico começa com a aquisição de imagens. Câmeras capturam imagens do objeto-alvo, e o software de processamento de imagem extrai informações visuais importantes. O sistema então compara os dados coletados com normas predefinidas, imagens de referência ou critérios de medição. Com base nos resultados, pode gerar decisões de inspeção, fornecer dados de medição, acionar alarmes, guiar robôs ou controlar equipamentos de produção.
Como a visão de máquina opera sem contato físico, é bem adequada para aplicações que envolvem produtos frágeis, linhas de produção de alta velocidade, ambientes perigosos e tarefas de medição de precisão. Sua combinação de velocidade, precisão, repetibilidade e capacidade de automação levou a uma ampla adoção em muitas indústrias.
Agricultura
A agricultura é uma das áreas de aplicação em crescimento para a visão de máquina. As operações agrícolas modernas cada vez mais dependem de sistemas de sensoriamento visual para melhorar a qualidade do produto, reduzir os requisitos de mão de obra e apoiar a tomada de decisões baseada em dados.
A visão de máquina é comumente utilizada para:
• Inspeção da qualidade da fruta
• Avaliação da maturidade da fruta
• Monitoramento do crescimento das culturas
• Detecção de ervas daninhas
Em operações de classificação de frutas, os produtos se movem ao longo de um transportador enquanto múltiplas câmeras capturam imagens de diferentes ângulos. Esta abordagem de inspeção de múltiplas visões permite que o sistema examine uma porção maior da superfície da fruta durante um único ciclo de inspeção.
Por exemplo, em um sistema de classificação de maçãs, câmeras capturam imagens à medida que as maçãs giram ou se movem através da estação de inspeção. O software analisa a cor da superfície, forma, tamanho, machucados, imperfeições, rachaduras e outros defeitos visíveis. Com base em critérios de classificação predefinidos, cada maçã é automaticamente atribuída à categoria de qualidade apropriada.
A visão de máquina também pode apoiar a gestão de culturas. Imagens coletadas de câmeras montadas em tratores, drones ou sistemas de monitoramento de campo podem ser usadas para avaliar o crescimento das culturas, identificar plantas doentes, estimar níveis de maturidade e localizar ervas daninhas dentro de áreas cultivadas.
Apesar dessas vantagens, as aplicações agrícolas apresentam desafios únicos. Ambientes externos muitas vezes envolvem condições de luz solar variáveis, sombras, variações climáticas, fundos complexos, poeira e diferenças naturais entre as plantas. Esses fatores podem afetar a qualidade das imagens e a precisão da inspeção. Como resultado, pesquisas contínuas buscam melhorar a confiabilidade e robustez dos sistemas de visão de máquina em condições reais de campo.
Fabricação Industrial
A fabricação industrial é uma das áreas mais estabelecidas e amplamente adotadas da visão de máquina.
Em ambientes de fabricação, os produtos passam por múltiplas etapas de produção e devem ser inspecionados repetidamente para garantir qualidade e consistência. A inspeção manual pode tornar-se difícil quando os produtos são pequenos, as velocidades de produção são altas ou os critérios de inspeção são complexos. A visão de máquina aborda esses desafios realizando inspeções automaticamente e de forma consistente ao longo do processo de produção.
A visão de máquina é amplamente utilizada para:
• Identificação de produtos
• Inspeção de rótulos
• Detecção de defeitos em PCBs
• Inspeção de embalagens
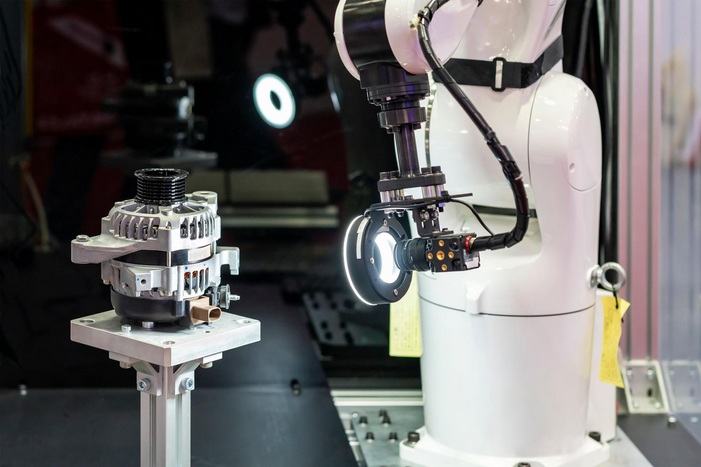
• Inspeção de componentes automotivos
• Inspeção de semicondutores
• Monitoramento da produção de alimentos
Para identificação de produtos, o sistema pode ler códigos de barras, códigos QR, números de série e caracteres impressos para verificar informações do produto. Durante a inspeção de rótulos, as câmeras verificam se os rótulos estão presentes, corretamente posicionados e devidamente impressos.
Na fabricação de placas de circuito impresso (PCB), a visão de máquina inspeciona juntas de solda, posicionamento de componentes, trilhas condutoras e precisão de montagem. Pequenos defeitos que podem ser difíceis de identificar através da inspeção manual podem muitas vezes ser detectados rapidamente através da análise automatizada de imagens.
Aplicações de embalagem utilizam a visão de máquina para verificar a integridade das embalagens, confirmar contagens de produtos, inspecionar selos, verificar níveis de enchimento e garantir que as informações de embalagem estejam corretas. Na fabricação de automóveis e semicondutores, a visão de máquina realiza medições dimensionais altamente precisas e inspeções de defeitos para manter padrões de qualidade rigorosos.
Em ambientes de produção de alimentos, sensores visuais monitoram a aparência do produto, consistência de cor, tamanho, forma e qualidade da embalagem enquanto apoiam operações de produção em alta velocidade.
Essas capacidades ajudam a melhorar o controle de qualidade, a eficiência da produção, a rastreabilidade, a consistência do processo e a flexibilidade na fabricação.
Processamento Mineral
A visão computacional também é utilizada no processamento mineral e na monitorização da flotação, onde a informação visual pode fornecer uma visão valiosa sobre o desempenho do processo.
Em sistemas de flotação, bolhas formam-se na superfície dos tanques de separação mineral. O tamanho, forma, cor, densidade e movimento dessas bolhas muitas vezes refletem a eficácia do processo de separação.
Câmaras capturam continuamente imagens da superfície de flotação enquanto o software de processamento de imagem analisa as características das bolhas. Os dados coletados ajudam os operadores a avaliar as condições do processo e determinar se são necessárias ajustes.
Ao monitorizar a estrutura das bolhas, a distribuição de cor, a textura da superfície e os padrões de movimento, os sistemas de visão computacional podem suportar um melhor controle do processo, melhorar as taxas de recuperação mineral e aumentar a eficiência operacional.
Transporte e Segurança
A visão computacional desempenha um papel importante nos sistemas modernos de transporte e segurança.
Em sistemas de transporte inteligente (ITS), câmaras monitorizam continuamente estradas, interseções, praças de cobrança e faixas de tráfego. As imagens capturadas são analisadas para identificar veículos, contar o fluxo de tráfego, detectar violações de faixa, reconhecer matrículas e monitorizar as condições das estradas.
A tecnologia de sensores visuais também é amplamente utilizada em sistemas de segurança e vigilância. As câmaras monitorizam áreas protegidas e fornecem dados de imagem para atividades como controle de acesso, monitoramento de perímetro, rastreamento de objetos e detecção de eventos.
Ao processar automaticamente grandes volumes de informação visual, a visão computacional ajuda a melhorar a eficiência operacional e a apoiar respostas mais rápidas a condições em mudança.
Imagem Médica
A imagem médica é outra área de aplicação importante para a tecnologia de visão computacional.
Os sistemas de saúde modernos geram um grande número de imagens médicas que requerem análise cuidadosa. A visão computacional assiste os profissionais médicos ao melhorar imagens, identificar estruturas importantes e apoiar avaliações diagnósticas.
As técnicas de visão computacional são comumente aplicadas a:
• Imagens de raios X
• Tomografias por Ressonância Magnética (IRM)
• Imagens de Tomografia Computorizada (TC)
O processo de análise envolve frequentemente a detecção de estruturas anatômicas, medição de dimensões, destaque de anomalias e comparação de características de imagem com padrões médicos conhecidos. Estas ferramentas ajudam a melhorar a eficiência da interpretação de imagens e apoiam avaliações clínicas mais precisas.
À medida que as tecnologias de imagem médica continuam a evoluir, a visão computacional está a tornar-se cada vez mais importante no suporte diagnóstico, no planejamento de tratamentos e na pesquisa em saúde.
Pesquisa Científica
A pesquisa científica muitas vezes requer a observação e análise de objetos que são demasiado pequenos, numerosos ou complexos para serem avaliados eficientemente por métodos manuais. A visão computacional fornece aos pesquisadores ferramentas automatizadas para aquisição de imagens, medição e classificação.
As aplicações incluem:
• Análise de materiais
• Análise biológica
• Análise química
• Pesquisa em ciências da vida
• Contagem e classificação de células sanguíneas
• Análise de cromossomos
• Identificação de células cancerosas
Em laboratórios biológicos, os sistemas de visão computacional podem capturar imagens microscópicas e identificar automaticamente tipos celulares específicos. Durante a análise de sangue, o sistema pode contar células, medir características celulares e classificar diferentes categorias celulares. Na pesquisa genética e médica, as técnicas de processamento de imagem assistem na análise de cromossomos e na identificação de estruturas celulares anormais.
Os pesquisadores também utilizam a visão computacional para analisar superfícies de materiais, observar reações químicas e coletar dados quantitativos de experimentos. A análise de imagem automatizada melhora a consistência das medições e permite que grandes conjuntos de dados sejam processados de forma mais eficiente.
Benefícios em Múltiplas Indústrias
A ampla gama de aplicações de visão computacional demonstra seu valor em ambientes industriais e não industriais.
Ao combinar aquisição de imagens, análise automatizada, medição, reconhecimento de padrões e funções de tomada de decisão, os sistemas de visão computacional podem transformar informações visuais em dados acionáveis. Esta capacidade suporta processos de inspeção, monitoramento e controle mais eficazes.
Quer sejam usados na agricultura, na manufatura, no processamento mineral, no transporte, na segurança, nos cuidados de saúde ou na pesquisa científica, a visão computacional ajuda a melhorar a precisão, eficiência, consistência, produtividade e qualidade da tomada de decisões. Estas vantagens tornaram a visão computacional e os sensores visuais tecnologias essenciais na automação moderna e em sistemas inteligentes.
História do Desenvolvimento e Evolução dos Sensores Visuais
Desenvolvimento Inicial da Tecnologia de Sensores Visuais
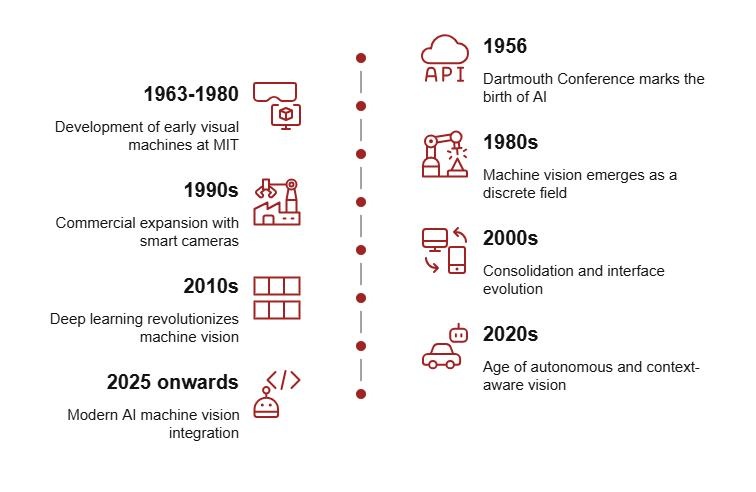
A tecnologia de sensores visuais começou a surgir no final da década de 1950, à medida que os avanços em eletrônica, dispositivos de imagem e sistemas computacionais criaram novas possibilidades para a inspeção automatizada e a percepção da máquina. Os pesquisadores buscavam métodos que permitissem às máquinas coletar informações visuais do seu ambiente e usar essas informações para apoiar operações automatizadas.
Os primeiros sistemas visuais eram relativamente simples e eram limitados pelas capacidades das câmeras disponíveis, hardware de processamento e dispositivos de armazenamento. A aquisição de imagens era lenta, os recursos computacionais eram escassos e apenas funções básicas de análise de imagem podiam ser realizadas. Apesar dessas limitações, esses primeiros desenvolvimentos estabeleceram a base para a tecnologia de visão computacional moderna.
À medida que os computadores se tornaram mais poderosos e a tecnologia de sensores de imagem melhorou, os sensores visuais passaram gradualmente de projetos de pesquisa laboratoriais para ferramentas industriais práticas.
O Surgimento da Pesquisa em Visão Robótica
Durante a década de 1960, os esforços de pesquisa se expandiram para a visão robótica, focando em habilitar as máquinas a reconhecer e interagir com objetos em seu ambiente. Os primeiros estudos normalmente envolviam ambientes internos controlados contendo objetos com formas simples e localizações previsíveis.
Os pesquisadores desenvolveram técnicas para detectar bordas, identificar formas geométricas, separar objetos de fundos e determinar posições de objetos dentro de uma imagem. Essas investigações introduziram muitos conceitos que permanecem fundamentais para a visão computacional moderna, incluindo segmentação de imagem, extração de características, reconhecimento de objetos e análise de padrões.
Embora as limitações computacionais restringissem as capacidades do sistema, este período marcou o início da percepção visual baseada em máquinas e forneceu a base para futuras tecnologias de automação.
Expansão para Aplicações Industriais
Na década de 1970, as melhorias em eletrônica e tecnologia de computação tornaram os sensores visuais cada vez mais práticos para uso industrial. Os fabricantes começaram a adotar sistemas de visão computacional para tarefas de inspeção e medição que eram repetitivas, intensivas em mão de obra ou difíceis de realizar consistentemente por meio de inspeção manual.
Algumas das primeiras aplicações industriais incluíam:
• Fabricação de circuitos integrados
• Montagem eletrônica de precisão
• Inspeção de embalagens de bebidas
• Sistemas de controle de qualidade automatizados
Na produção de semicondutores, sistemas visuais eram usados para inspecionar padrões de circuitos finos e identificar defeitos de fabricação. Em operações de montagem eletrônica, eles verificavam a colocação e o alinhamento de componentes. Sistemas de embalagem usaram visão computacional para inspecionar rótulos, níveis de enchimento, fechamentos e integridade da embalagem. Essas aplicações demonstraram a capacidade dos sensores visuais de melhorar tanto a qualidade do produto quanto a eficiência da produção.
Avanços Tecnológicos que Aceleraram o Desenvolvimento
O desenvolvimento de sensores visuais foi acelerado por avanços em várias disciplinas científicas e de engenharia.
Os avanços em processamento de imagem digital melhoraram as técnicas de aprimoramento de imagem, redução de ruído e extração de características. A pesquisa em reconhecimento de padrões possibilitou que sistemas identificassem objetos, símbolos e características visuais recorrentes com maior precisão. Melhorias em gráficos computacionais apoiaram uma representação e análise de imagem mais eficazes.
Estudos sobre a percepção visual humana também influenciaram os métodos de interpretação de imagem, enquanto os avanços em tecnologias computacionais inteligentes melhoraram a classificação de objetos, o reconhecimento de padrões e as capacidades de tomada de decisão automatizada.
Esses desenvolvimentos permitiram que os sistemas de visão computacional fossem além de inspeções simples e realizassem tarefas mais avançadas, como orientação de robôs, classificação de defeitos, rastreamento de objetos, medição dimensional e controle de processos.
Evolução dos Dispositivos de Imagem
O avanço dos sensores visuais tem estado intimamente vinculado às melhorias na tecnologia de detecção de imagem.
Os primeiros sistemas de visão computacional dependiam da tecnologia de tubo de câmera para aquisição de imagem. Embora esses dispositivos permitissem uma inspeção visual básica, eles frequentemente apresentavam qualidade de imagem inferior, tamanho físico maior, estabilidade reduzida e maiores requisitos de manutenção.
A introdução de sensores CCD (Dispositivo de Carga Acoplada) representou um grande avanço tecnológico. Os sensores CCD proporcionaram melhor qualidade de imagem, maior sensibilidade à luz, melhor confiabilidade e desempenho mais consistente. Essas vantagens aumentaram significativamente a precisão e a eficácia dos sistemas de visão computacional.
A adoção da tecnologia CCD possibilitou inspeções, medições e aplicações de automação mais precisas em uma ampla gama de indústrias.
Tecnologia Moderna de Sensores Visuais
Sensores visuais modernos oferecem capacidades muito além das de sistemas anteriores. Avanços no design de sensores, hardware de processamento, tecnologias de comunicação e algoritmos de processamento de imagem aumentaram significativamente o desempenho e a funcionalidade.
Sistemas atuais podem capturar imagens de alta resolução, processar grandes quantidades de dados de imagem em tempo real e realizar análises complexas em frações de segundo. Recursos como foco automático, aquisição de imagens de alta velocidade, imagística tridimensional, reconhecimento de objetos e funções de medição avançadas estão agora amplamente disponíveis.
À medida que a robótica e a automação industrial continuam a evoluir, os sensores visuais tornaram-se ferramentas essenciais para inspeção, medição, orientação robótica, monitoramento de processos e tomada de decisão automatizada. Hoje, eles desempenham um papel crítico na fabricação, produção eletrônica, montagem automotiva, logística, fabricação de semicondutores, produção de dispositivos médicos e outras aplicações industriais avançadas.
Conclusão
A visão por máquina melhora a precisão, a velocidade e a consistência da produção, substituindo a inspeção visual manual por análise de imagem automatizada. Seu desempenho depende de uma iluminação adequada, seleção de câmeras, processamento de imagens, calibração e integração do sistema. À medida que a manufatura e a automação continuam a avançar, a visão por máquina permanece essencial para controle de qualidade, detecção de defeitos, medição, classificação e orientação robótica.
Perguntas Frequentes [FAQ]
1. Por que a iluminação é frequentemente considerada o fator mais crítico no desempenho dos sistemas de visão por máquina?
A iluminação afeta diretamente a qualidade da imagem capturada pela câmera. Mesmo uma câmera de alta resolução pode ter dificuldade em detectar defeitos, bordas, marcas ou características dimensionais se o objeto não estiver iluminado adequadamente. Boa iluminação melhora o contraste, reduz sombras e reflexos e destaca características importantes que precisam ser inspecionadas. Em muitas aplicações de visão por máquina, melhorar a configuração de iluminação pode ter um impacto maior na precisão da inspeção do que atualizar a própria câmera.
2. Como os sistemas de visão por máquina alcançam resultados de inspeção mais consistentes do que a inspeção manual?
Os sistemas de visão por máquina avaliam cada produto usando as mesmas regras de inspeção programadas, métodos de medição e critérios de aceitação. Diferente de inspetores humanos, eles não são afetados por fadiga, mudanças de concentração, condições de iluminação ou julgamento subjetivo. Cada imagem é analisada usando algoritmos idênticos, permitindo que o sistema produza resultados altamente repetíveis ao longo de milhares de ciclos de inspeção. Essa consistência ajuda os fabricantes a manter padrões de qualidade estáveis e reduzir a variabilidade da inspeção.
3. Por que os sensores visuais são mais flexíveis do que os sensores fotoelétricos tradicionais em sistemas de automação modernos?
Os sensores fotoelétricos são tipicamente projetados para detectar a presença ou ausência de um objeto em um local específico. Os sensores visuais vão muito além, capturando imagens completas e analisando múltiplas características simultaneamente. Um único sensor visual pode inspecionar tamanho, forma, posição, orientação, cor, marcas e condições de superfície durante um ciclo de inspeção. Além disso, os critérios de inspeção podem frequentemente ser modificados por meio de atualizações de software, em vez de mudanças de hardware, tornando os sensores visuais altamente adaptáveis a variações de produtos e mudanças na fabricação.
4. Como a visão por máquina suporta a orientação robótica e operações de manufatura automatizadas?
A visão por máquina fornece aos robôs informações precisas sobre a localização, orientação, dimensões e posicionamento dos objetos. Após capturar e processar uma imagem, o sistema de visão calcula coordenadas e envia essas informações ao controlador do robô. O robô pode então ajustar seus movimentos para realizar tarefas como operações de pegar e colocar, montagem, classificação, embalagem ou inspeção de qualidade. Essa capacidade permite que sistemas automatizados manipulem produtos que podem chegar em diferentes posições ou orientações, mantendo alta precisão e eficiência.
5. Por que a visão por máquina se tornou cada vez mais importante em indústrias como manufatura, agricultura, saúde e transporte?
A visão por máquina combina aquisição de imagem, análise automatizada, medição e tomada de decisão em uma única plataforma tecnológica. Na manufatura, melhora o controle de qualidade e a eficiência da produção. Na agricultura, apoia o monitoramento de culturas e a classificação de produtos. Na saúde, auxilia na análise de imagens médicas e suporte diagnóstico. No transporte, possibilita o monitoramento do tráfego e o reconhecimento de placas de veículos. Como a visão por máquina pode processar grandes quantidades de informações visuais de maneira rápida, precisa e consistente, tornou-se uma tecnologia chave para automação, inspeção, monitoramento e tomada de decisões inteligentes em muitas indústrias.
Blog relacionado
-
Quantos zeros em um milhão, bilhões, trilhões?
![Quantos zeros em um milhão, bilhões, trilhões?]()
29/07/2024
Milhões representam 106, uma figura facilmente agressável quando comparada aos itens cotidianos ou salários anuais. Bilhão, equivalente a 109, com... -
Folha de dados, circuito, equivalente, pinagem
![Folha de dados, circuito, equivalente, pinagem]()
28/08/2024
O IRLZ44N é um MOSFET de potência n amplamente utilizado.Reconhecido por seus excelentes recursos de comutação, é altamente adequado para inúmer... -
Temperatura da bateria muito baixa, o carregamento parou.Como consertar isso?
![Temperatura da bateria muito baixa, o carregamento parou.Como consertar isso?]()
06/10/2024
Os problemas de carregamento da bateria do telefone celular são comuns, mas podem ser efetivamente gerenciados.A temperatura desempenha um grande pap... -
Guia abrangente do transistor BC547
![Guia abrangente do transistor BC547]()
04/07/2024
O transistor BC547 é comumente usado em uma variedade de aplicações eletrônicas, variando de amplificadores de sinal básicos a circuitos complexo... -
Um guia completo para os multiplexadores e seu papel nos sistemas digitais
![Um guia completo para os multiplexadores e seu papel nos sistemas digitais]()
20/09/2025
Os multiplexadores são componentes em sistemas digitais, projetados para canalizar vários sinais de entrada em uma única linha de saída usando ló... -
Guia abrangente do SCR (retificador controlado por silício)
![Guia abrangente do SCR (retificador controlado por silício)]()
22/04/2024
Retificadores controlados por silício (SCR), ou tiristores, desempenham um papel fundamental na tecnologia de eletrônicos de energia devido ao seu d... -
LR621, SR621SW, 364, equivalentes de bateria AG1 e substituições
![LR621, SR621SW, 364, equivalentes de bateria AG1 e substituições]()
15/07/2024
As baterias de botão LR621 e SR621SW são predominantes em dispositivos eletrônicos compactos, como relógios, pequenos brinquedos, calculadoras e c... -
Fundamentos de circuitos de amplificadores operacionais
![Fundamentos de circuitos de amplificadores operacionais]()
28/12/2023
No mundo intrincado da eletrônica, uma jornada para seus mistérios invariavelmente nos leva a um caleidoscópio de componentes do circuito, requinta... -
Comparando diferenças e aplicações de NMOs e PMOs
![Comparando diferenças e aplicações de NMOs e PMOs]()
15/11/2024
Compreender as diferenças entre os transistores de NMOs e PMOs é importante no projeto de circuitos eficientes.NMOs (NMOS (PMOs (PMOs (Metal-óxido-... -
CR2450 vs CR2032 Comparação: Tudo o que você precisa saber
![CR2450 vs CR2032 Comparação: Tudo o que você precisa saber]()
15/09/2025
As baterias de botão como CR2450 e CR2032 alimentam muitos eletrônicos diários, desde relógios e controles remotos a dispositivos médicos e indus...




Peças quentes
- SKND150F12
- GRM1557U1H9R5DZ01D
- 04025A160JAT4A
- 08055C103KA72A
- ADSP-SC589BBCZ-4B
- 2MBI200U4H-120
- DG403DY-T1-E3
- TMP87PH46N
- ADS7825UB/1KE4
- GCM188L81H683KA57D
- M25PX32-VMF6TP
- TMP86CH47UG-4U11
- M36L0T7050T3ZAQE
- CL31C470JHFNNNE
- M9S08AC128CFGE
- MC100LVEP16DTR2G
- HIH6130-021-001
- ECMF02-4CMX8
- TPD12S015YFFRB
- 1206GA121KAT1A
- MC9S12C32MPB25
- TY9A0A111179KC
- C1608CH2A4R7C080AA
- 08053A821JAT4A
- MBM29LV160BE-90PFTN
- LMV7271MF
- S71WS256PC0HF3TR
- CC0805JRNPOYBN151
- 12063C334MAT2A
- VI-811847B
- MB90097PFV151-X
- AC0603KRX7R7BB223
- UMK105CG1R5CW-F
- VS-10BQ100-M3/5BT
- YAC512-ME2
- S9S08DZ96F2MLH
- ZR36966ELCG-UM
- B05B-XASK-1
- T491A475K006ZT7280
- VE-26Z-IW
- BLF574
- ICS9LPRS511EGLFT
- IPS7091G
- PI74FCT273TQ
- R3111D111A-TR-F
- MREMK3B004GOBBAB00
- PN5472A2EV/C20803Y
- PE42582A-X
- 2064600031
- LTC2864HS-2