- Português
-
EnglishDeutschItaliaFrançais한국의русскийSvenskaNederlandespañolPortuguêspolski繁体中文SuomiGaeilgeSlovenskáSlovenijaČeštinaMelayuMagyarországHrvatskaDanskromânescIndonesiaΕλλάδαБългарски езикGalegolietuviųMaoriRepublika e ShqipërisëالعربيةአማርኛAzərbaycanEesti VabariikEuskeraБеларусьLëtzebuergeschAyitiAfrikaansBosnaíslenskaCambodiaမြန်မာМонголулсМакедонскиmalaɡasʲພາສາລາວKurdîსაქართველოIsiXhosaفارسیisiZuluPilipinoසිංහලTürk diliTiếng ViệtहिंदीТоҷикӣاردوภาษาไทยO'zbekKongeriketবাংলা ভাষারChicheŵaSamoa日本語SesothoCрпскиKiswahiliУкраїнаनेपालीעִבְרִיתپښتوКыргыз тилиҚазақшаCatalàCorsaLatviešuHausaગુજરાતીಕನ್ನಡkannaḍaमराठी
Compreendendo a Embalagem BGA na Eletrônica Moderna
Catálogo
Explorando a Embalagem BGA
À medida que os circuitos integrados passaram de LSI para VLSI e depois para ULSI, a embalagem deixou de se comportar como um suporte passivo para chip e começou a aparecer nos resultados de laboratório como uma verdadeira restrição de desempenho. A maior densidade de transistores introduziu múltiplos desafios de design ao mesmo tempo. Esses efeitos costumam ficar mais evidentes durante os testes de inicialização quando as margens operacionais práticas se tornam menores do que o esperado a partir dos cálculos.
Um Array de Esferas (BGA) responde a essas pressões colocando conexões elétricas na parte inferior da embalagem em uma matriz bidimensional de esferas de solda, em vez de confiar em terminais perimetrais. Essa única escolha arquitetônica transforma silenciosamente a forma como os sinais viajam, como a energia é entregue e como o calor deixa o chip a caminho do PCB.
A escalabilidade do transistor geralmente pressiona essas demandas ao mesmo tempo:
• Maior contagem de I/O por dispositivo
• Corrente de comutação instantânea mais alta
• Maior fluxo de calor localizado
Estrutura Central e Como Funciona
Um BGA típico inclui um chip de silício anexado a um substrato (frequentemente uma laminação orgânica). Dentro desse substrato, as camadas de roteamento redistribuem as conexões do chip para fora, de modo que possam aterrissar na matriz de esferas de solda na superfície inferior. O campo de esferas efetivamente se torna a interface externa da embalagem com o PCB.
Durante a montagem, o BGA é alinhado com os pads correspondentes do PCB e a soldagem por reflow forma as juntas. Como as terminações estão na parte inferior, a abordagem geralmente tolera melhor pequenos deslocamentos de colocação do que as embalagens com terminais finos, algo que pode ser um alívio em uma linha de alta produção onde o alinhamento perfeito é uma aspiração, não uma constante.
As juntas de solda ocultas nas embalagens BGA também aumentam a importância do controle de processo. Após a soldagem, as juntas não podem ser inspecionadas diretamente, portanto, a fabricação depende fortemente de perfis de reflow estáveis, planicidade adequada da placa e design de pad preciso com pouca tolerância para ajustes posteriores.
Fatores de processo que tendem a receber atenção extra com os BGA:
• Controle do perfil de temperatura de reflow
• Coplanaridade do PCB e limites de deformação
• Geometria do pad e definição da máscara de solda
Por que o Array de Esferas Muitas Vezes Melhora o Desempenho Elétrico
O benefício elétrico geralmente vem de uma geometria simples: substituir longos terminais cantilever por conexões curtas e mais verticais reduz o comprimento de interconexão e a área do laço. Em medições, essa redução comumente aparece como menor indutância parasita e resistência, o que pode se traduzir em bordas mais limpas e menor sensibilidade ao comportamento de comutação simultânea.
Em revisões de design do dia-a-dia, os BGAs tendem a “ganhar o seu sustento” em cenários onde as parasitas de interconexão não são mais um erro de arredondamento.
Áreas onde interconexões mais curtas tendem a importar:
• Interfaces de alta velocidade com taxas de borda rápidas e preocupações com controle de reflexo
• Caminhos de entrega de energia onde di/dt pode causar bounces de terra e droop de fornecimento
• Escape de sinal denso que depende de impedância controlada e caminhos de retorno sólidos
Uma lição recorrente na ativação de placas de alta velocidade é que o pacote é parte do canal, quer o cronograma o reconheça ou não. Mesmo quando as trilhas da PCB estão cuidadosamente ajustadas em impedância, um pacote com pinos pode contribuir com indutância suficiente para reduzir a abertura do olho ou margem de temporização. Os BGAs geralmente criam uma transição mais limpa para a placa, especialmente quando as esferas de potência e terra são distribuídas de uma forma que encurta os caminhos de retorno e reduz o ruído de comutação simultânea.
Por que os BGAs Escalam a Densidade de I/O Melhor do que Pacotes com Pinos
Pacotes com pinos são limitados pelo comprimento do perímetro, então a contagem de I/O cresce lentamente à medida que o corpo aumenta. Os BGAs utilizam a área da pegada do pacote, assim a I/O disponível pode aumentar aproximadamente com a área em vez do perímetro. Essa diferença se torna especialmente perceptível quando as contagens de pinos aumentam e o espaço disponível na placa se torna limitado.
Como a escalabilidade de I/O é mais generosa, os BGAs são frequentemente selecionados para dispositivos com alta contagem de pinos e orçamentos de roteamento apertados.
Adoção comum de BGAs:
• Dispositivos de memória
• Processadores
• FPGAs
• ASICs
Em layouts de PCB reais, a liberdade de roteamento sob o pacote também pode reduzir a área total da placa. Menos regiões de afastamento periférico são necessárias do que com pinos de asa de gaivota, e o roteamento pode ser distribuído de maneira mais uniforme pelos lados e camadas. O resultado é muitas vezes um layout que parece menos “encurralado”, mesmo que a estrutura da placa ainda precise de um planejamento cuidadoso.
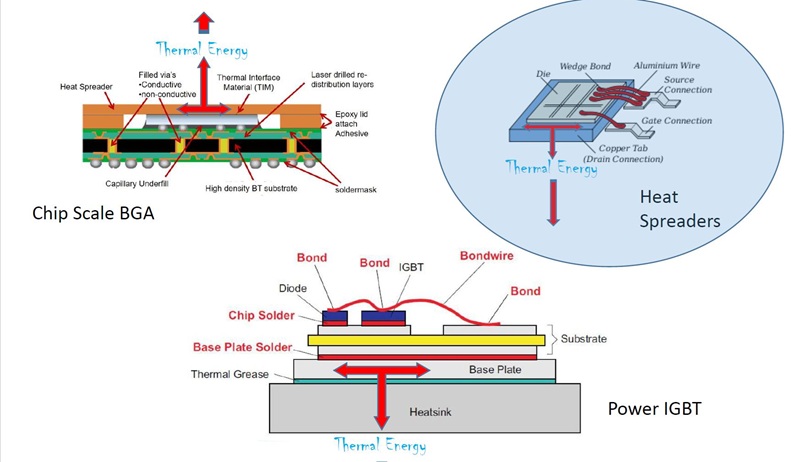
Comportamento Térmico: A Remoção de Calor é Frequentemente a Motivação Silenciosa
Os BGAs são frequentemente introduzidos como uma solução de I/O, mas o comportamento térmico frequentemente se torna o fator decisivo uma vez que a densidade de potência aumenta. O calor pode conduzir do chip através do substrato e para a PCB através de uma grande população de esferas de solda, criando efetivamente muitos caminhos térmicos paralelos. Na prática, esse paralelismo pode fazer com que a placa seja um dispersor de calor mais eficaz do que as equipes inicialmente assumem.
Alguns tipos de pacotes BGA incluem recursos como pads térmicos expostos, dispersores de calor ou tampas para melhorar a transferência de calor para sistemas de resfriamento externo. Esses recursos não alteram a estrutura básica do pacote, mas podem melhorar significativamente a estabilidade térmica em diferentes temperaturas ambiente.
Características comuns de BGA que melhoram o térmico:
• Pads térmicos expostos
• Dispersores de calor integrados
• Tampas projetadas para contato com dissipadores de calor
Durante a depuração térmica prática, quedas de temperatura significativas são frequentemente alcançadas ao melhorar o cobre da PCB sob o BGA, planos, vias térmicas e área de dispersão. Essa observação pode ser levemente frustrante quando descoberta tardiamente, mas está alinhada com o que o pacote foi projetado para fazer: acoplar o calor na placa de forma mais eficaz do que muitas alternativas finas com pinos.
Comparação com TSOP em Aplicações de Memória Densa
Pegada e Capacidade por Área
Para memória e outros dispositivos densos, um BGA pode oferecer maior capacidade por área de placa porque utiliza toda a parte inferior do pacote para interconexão. Comparado a um TSOP, o mesmo dispositivo funcional pode frequentemente ser colocado em uma pegada menor, enquanto também tende a se comportar melhor em alta velocidade devido a interconexões mais curtas.
Manuseio Mecânico e Robustez em Campo
Também existe uma diferença mecânica do dia-a-dia que as equipes de fabricação percebem rapidamente: os pinos do TSOP estão expostos e podem ser dobrados ou danificados durante o manuseio, enquanto as juntas de BGA ficam protegidas sob o corpo do pacote. Essa proteção reduz certas falhas de manuseio, mas também transfere o risco para o controle de processo e rigor de inspeção.
Compromissos de Inspeção e Retrabalho
Como as juntas de solda BGA estão ocultas, a inspeção e o retrabalho podem exigir métodos mais especializados. As equipes que fazem essa escolha frequentemente pesam não apenas as vantagens elétricas e de área, mas também o quão confortável o fluxo de fabricação está com a verificação de juntas não visual e retrabalho controlado.
Métodos comumente utilizados para inspeção/retrabalho de BGA:
• Inspeção por raios-X
• Inspeção endoscópica
• Processos de retrabalho e re-balling controlados
Um BGA é melhor tratado como uma alavanca em nível de sistema em vez de uma nota de rodapé em embalagem. Pode melhorar a integridade do sinal, expandir a margem de escalabilidade de I/O e aumentar o acoplamento térmico na PCB, mas esses ganhos aparecem de forma mais consistente quando o design é abordado como um conjunto conectado de decisões.
Elementos frequentemente tratados como um único problema co-desenhado:
• Estratégia de roteamento de pegada e escape de BGA
• Planejamento de empilhamento de PCB e plano de referência
• Estrutura da rede de distribuição de energia (PDN)
• Cobre térmico, campos de via e abordagem de dissipação de calor
Quando esse co-design é feito de forma cuidadosa, o empacotamento BGA deixa de ser apenas uma questão de contagem de pinos e passa a manter o desempenho intacto à medida que a capacidade do silício continua a superar os estilos de interconexão mais antigos.
Perfil de Recursos dos Pacotes BGA
Os pacotes BGA (Ball Grid Array) tornaram-se a escolha preferida para dispositivos de alto I/O e alto desempenho porque permitem que a densidade de interconexão escale de forma controlada e repetível. Comparado com pacotes com terminais tipo QFP, o crescimento do BGA não está atado à redução incessante do espaçamento dos terminais, o que evita muitos dos casos problemáticos frustrantes que surgem quando o espaçamento fica excessivamente fino para uma montagem consistente. No uso prático da engenharia, a principal vantagem não é apenas uma contagem de pinos maior, mas também a capacidade de aumentar as conexões I/O enquanto se mantém uma manufacturabilidade previsível, integridade do sinal e margem térmica.
Escalabilidade I/O e Robustez da Montagem
O espaçamento das esferas como um fator de manufacturabilidade
O espaçamento entre as esferas BGA é frequentemente maior do que o exigido por pacotes de terminais finos, e esse espaçamento tende a aumentar o rendimento e reduzir a exposição a pontes de solda. Essa diferença geralmente se torna óbvia quando um projeto transita de algumas placas de protótipo para produção em volume: um design que parecia “bom” em uma execução de laboratório pode oscilar amplamente no rendimento uma vez que múltiplas linhas, operadores e lotes de material estão envolvidos, enquanto a montagem BGA normalmente se comporta de maneira mais consistente em relação a essas variáveis normais de produção. O formato da matriz também espalha as conexões por todo o pé do pacote, em vez de agrupá-las na periferia, o que alivia a congestão na borda e evita que a roteirização se torne geometria excessivamente delicada.
Implicações de processo que importam em placas reais
Como as juntas de solda BGA não podem ser vistas após o refluxo, a confiabilidade da fabricação depende fortemente da consistência do processo. Fatores pequenos como design de estêncil, volume de pasta de solda, precisão do perfil de refluxo e controle de deformação da placa podem afetar fortemente a estabilidade da produção e as taxas de falha. As equipes que monitoram indicadores iniciais tendem a dormir melhor mais tarde no programa, especialmente quando acompanham tendências como vazios em esferas de terra/poder ou mudanças sutis na altura de colapso das juntas antes que essas pistas se transformem em narrativas de devolução em campo. A realidade do trabalho é que o BGA evita a dor de um espaçamento de terminais ultra-fino, mas recompensa um controle disciplinado e um plano de inspeção cuidadoso quando o risco é elevado.
Desempenho Elétrico em Alta Velocidade
Caminhos de interconexão mais curtos e mais uniformes
Do ponto de vista elétrico, os BGA geralmente fornecem caminhos de corrente/de retorno mais curtos e mais uniformes do que muitos formatos com terminais. Essa geometria diminui a indutância de laço e ajuda a manter o deslocamento de terra e o ruído de comutação simultâneo de não se transformar em comportamento de canto imprevisível. A uniformidade também ajuda a reduzir a distorção de temporização em interfaces paralelas, que se tornam menos tolerantes à medida que as velocidades de borda aumentam. Em muitos sistemas de alta velocidade, a pressão limitante não é o relógio central dentro do silício, mas o ambiente de entrega de energia e retorno ao redor; as distribuições de layout BGA podem suportar um campo de esferas de terra/poder mais denso e distribuído uniformemente, o que frequentemente se traduz em um perfil de impedância PDN mais limpo e uma resposta transitória melhorada quando o posicionamento de desacoplamento é tratado com contenção e intenção.
Por que os BGA frequentemente "parecem mais fáceis" em relógios mais altos
À medida que as taxas de relógio aumentam, as parasitas deixam de se comportar como erros de arredondamento e começam a agir como restrições de design com opiniões. Pacotes com terminais podem involuntariamente se assemelhar a pequenos indutores, enquanto a interconexão BGA é geralmente mais compacta e repetível em unidades e montagens. É comum ver um layout que era marginal em um formato com terminais finos se tornar visivelmente mais estável em BGA, principalmente porque os caminhos de retorno se tornam mais apertados e as descontinuidades se tornam mais fáceis de antecipar e gerenciar. Uma vantagem prática dos pacotes BGA é a confiabilidade melhorada da integridade do sinal porque a estrutura de interconexão é mais consistente e menos sensível a pequenas variações.
Comportamento Térmico e Manuseio de Potência
Dispersão de calor através do substrato e PCB
Termicamente, muitos pacotes BGA podem empurrar calor através do substrato e para o PCB, permitindo que a placa participe da dispersão de calor em vez de apenas abrigar o dispositivo. Para peças de potência moderada, essa abordagem pode ser suficiente quando emparelhada com um empilhamento de plano sensato e estruturas de via térmica bem posicionadas. A capacidade do PCB de dispersar calor depende fortemente da área de cobre, continuidade do plano, densidade de vias e condições de fluxo de ar. Uma solução térmica que funciona bem em um design pode se tornar limitada quando o tamanho do invólucro ou as condições de fluxo de ar mudam.
Tampas, dispersores de calor e convecção forçada para alta potência
Para dispositivos de maior potência, é comum adicionar uma tampa ou dissipador de calor integrado, depois interface para um dissipador de calor e, em muitos sistemas, fluxo de ar forçado. O objetivo não é apenas manter a temperatura de pico sob controle, mas também manter a temperatura do junção constante sob carga dinâmica para que o desempenho permaneça consistente e as previsões de vida útil sejam credíveis. Em sistemas de CPU de alta potência, o desempenho térmico é frequentemente determinado mais pelo design geral do sistema do que pelas especificações do dissipador de calor sozinho. Fatores como resistência de contato do TIM, planicidade do dissipador, pressão de montagem e restrição de fluxo de ar podem afetar fortemente os resultados de resfriamento, mesmo quando a classificação do dissipador parece suficiente.
Atributos Mecânicos e Consequências de Layout
Fator de forma e compromissos estruturais
Mecanicamente, os BGAs são frequentemente mais finos e leves do que pacotes de moldura de chumbo comparáveis, o que suporta produtos compactos e pode reduzir o estresse causado pela massa dos componentes. Dito isso, a área de nível de placa é direta e às vezes implacável: o pacote ocupa uma área próxima ao seu tamanho corporal, e designs densos ainda precisam de regiões de exclusão para canais de fiação, planos de energia e vias de escape. É aqui que os cronogramas podem se desviar silenciosamente, a contagem de pinos pode ser nominalmente suportada, mas a fiação de escape pode empurrar o design em direção a mais camadas, regras mais apertadas ou recursos HDI mais caros, e essas mudanças raramente parecem pequenas quando a cotação retorna.
Fiação de escape, vias e design para rendimento
BGAs de alta contagem de bolas frequentemente impulsionam uma estratégia de via deliberada em vez de uma improvisada. Vias através, vias cegas/enterradas e via-in-pad têm diferentes compromissos em densidade, desempenho, custo e tolerância de fabricação. Via-in-pad pode aumentar a densidade de fiação e melhorar o desempenho do sinal, mas também aumenta a complexidade e custo de fabricação, e depende de preenchimento sólido e planarização para evitar defeitos de montagem que são difíceis de depurar mais tarde. Melhores resultados de design geralmente são alcançados quando os limites de custo ou metas de densidade e desempenho são definidos cedo no projeto. Adiar essas decisões para estágios posteriores de fiação frequentemente leva a compromissos de design desnecessários.
Perspectiva de Nível de Sistema: Por que BGA é uma “Plataforma,” Não Apenas um Pacote
Para CPUs de muito alta potência, os fornecedores frequentemente combinam a interconexão no estilo BGA com remoção de calor robusta, dissipador de calor mais dissipador e fluxo de ar forçado, para manter a temperatura do junção estável sob carga. De forma mais ampla, BGA é melhor tratado como uma decisão de plataforma que interliga a fabricação, design de PDN, integridade do sinal, engenharia térmica e economia de layout. Os resultados mais satisfatórios geralmente vêm do equilíbrio dessas restrições cedo: escolhendo o passo das bolas e a estratégia do mapa de bolas com a realidade da fiação em mente, moldando o PDN e desacoplamento ao redor do campo de bolas em vez de ao redor da conveniência, e tratando interfaces térmicas como elementos projetados que merecem a mesma atenção que os elétricos.
Classificação de Pacote BGA
Os pacotes BGA são comumente classificados usando dois fatores principais, e equilibrar essas escolhas torna-se importante quando os cronogramas de desenvolvimento e riscos de confiabilidade são críticos.
• Dimensão A: Topologia da matriz de esferas de solda
• Dimensão B: Sistema de substrato/material + método de interconexão do chip
Em construções do dia a dia, a segunda dimensão tende a moldar resultados de forma mais visível, porque define a resposta termo-mecânica do pacote, comportamento da umidade, impedância de entrega de energia, margem de integridade do sinal e quão ampla a janela de montagem parece em uma linha de ressoldagem de alta volume. Quando um programa está sob pressão, as equipes geralmente não “perdem o sono” com a forma da matriz; elas se preocupam se a construção escolhida se comportará de forma previsível entre fornecedores, lotes e manuseio real.
Uma maneira prática de avaliar famílias de BGA é tratar a seleção como um equilíbrio multi-variável em vez de uma classificação de único número. Cinco compromissos acoplados aparecem repetidamente em revisões, depuração de laboratório e retornos de campo:
Na produção convencional, os tipos comuns de BGA incluem PBGA com substratos plásticos ou orgânicos, CBGA com substratos cerâmicos, FCBGA usando flip-chip em substratos orgânicos e TBGA com substratos baseados em fita. Muitos problemas de confiabilidade são frequentemente causados por interações em nível de montagem envolvendo a seleção de pacotes, empilhamento de PCB, comportamento de deformação e controle do processo de ressoldagem. A seleção do pacote BGA, portanto, depende não apenas do pacote em si, mas também de quão confiavelmente a montagem completa pode ser fabricada, testada e operada em seu ambiente alvo.
Pacote PBGA (BGA Plástico)
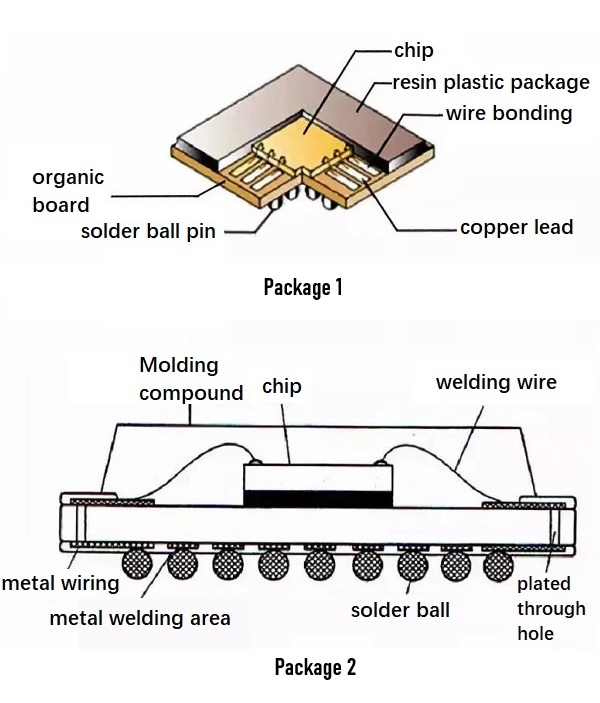
PBGA é amplamente utilizado para designs de baixo a médio custo porque se baseia em um substrato de laminado orgânico (geralmente resina BT ou outros materiais de PCB reforçados com vidro) e uma interconexão convencional por fio de ligação. A estrutura é geralmente compreendida melhor como uma sequência: o chip é anexado no lado superior (geralmente com adesivo epóxi), fios de ligação conectam os pads do chip às trilhas do substrato, um composto de moldagem epóxi encapsula a montagem, e esferas de solda se conectam aos pads do lado inferior para a interconexão de segundo nível durante o reassamento da placa.
As escolhas de metalurgia de solda silenciosamente mudam as expectativas de confiabilidade. Variantes mais antigas usavam eutético SnPb; construções contemporâneas costumam usar ligas SAC sem chumbo por razões de conformidade e abastecimento. Essa mudança afeta a rigidez das juntas e o comportamento da fadiga, de modo que a mesma impressora ainda pode se comportar de maneira diferente em ciclagem térmica se os materiais e perfis forem tratados como intercambiáveis.
O PBGA tende a ser fabricado de forma suave porque se ajusta aos fluxos de OSAT de alto rendimento: substratos orgânicos são familiares, a moldagem é eficiente em escala, e os processos de ligação por fio têm tolerâncias bem mapeadas. Em muitas linhas de produtos, o PBGA torna-se a linha de base confortável quando os alvos elétricos são moderados e a equipe deseja um rendimento estável sem uma curva de aprendizado prolongada.
Outra vantagem importante é o ecossistema de desenvolvimento maduro. A experiência de depuração existente, a informação de suporte do fornecedor e os dados de produção históricos ajudam a reduzir problemas inesperados durante o aumento da produção.
A fraqueza recorrente do PBGA é a absorção de umidade no composto de moldagem e no substrato orgânico. Quando o controle de vida em prateleira, armazenamento seco ou disciplina de cozimento falha, a umidade aprisionada pode se expandir rapidamente durante o reassamento e provocar deslaminação ou fissuração (“pipoca”). A parte frustrante, do ponto de vista da análise de falhas, é que esse modo muitas vezes se correlaciona mais com o histórico de manuseio do que com a receita imediata de reassamento, portanto, pode parecer aleatório até que a trilha logística seja reconstruída.
A confiabilidade no campo também é moldada pela incompatibilidade do CTE entre o pacote orgânico, as juntas de solda, e o PCB. A ciclagem térmica, a flexão e o choque/queda sobrecarregam as juntas mais externas, com locais de canto vendo tensão concentrada. Decisões de geometria aparentemente pequenas podem afetar a vida útil de maneiras que parecem desproporcionais durante a qualificação: diâmetro/altura da esfera, padrões de despopulação de esferas de canto e rigidez local da placa muitas vezes afetam mais do que uma modesta alteração de material.
Uma perspectiva que tende a se manter na prática é tratar a confiabilidade do PBGA como um tópico de co-design placa-pacote. O pacote raramente é ruim, mas se torna menos indulgente quando o PCB é fino, deformado ou mecanicamente estressado por invólucros, conectores, ou fixadores que introduzem flexão durante o uso.
Equipes que mantêm escapadas relacionadas ao PBGA em níveis baixos geralmente traduzem melhores práticas em hábitos de linha que são mensuráveis e auditáveis, em vez de aspiracionais. Controles relacionados à umidade costumam aparecer como: rastreamento estrito de MSL, verificações de integridade de embalagem seca ao receber, registro de tempo limite na linha, e regras de cozimento ligadas ao tempo e condições de exposição em vez de julgamento informal.
Os controles mecânicos e de interface de placa tendem a incluir: validar padrões de esferas em relação ao empilhamento real do PCB e restrições de montagem, revisar reforços locais e áreas de manutenção, e fazer escolhas de preenchimento de forma deliberada quando o desempenho em queda faz parte da realidade do produto.
Esses passos raramente parecem emocionantes, no entanto, tendem a prevenir a classe mais cara de problemas: defeitos latentes de baixa taxa que escapam ao teste de saída e surgem apenas após o envio.
Pacote CBGA (Ceramic BGA)
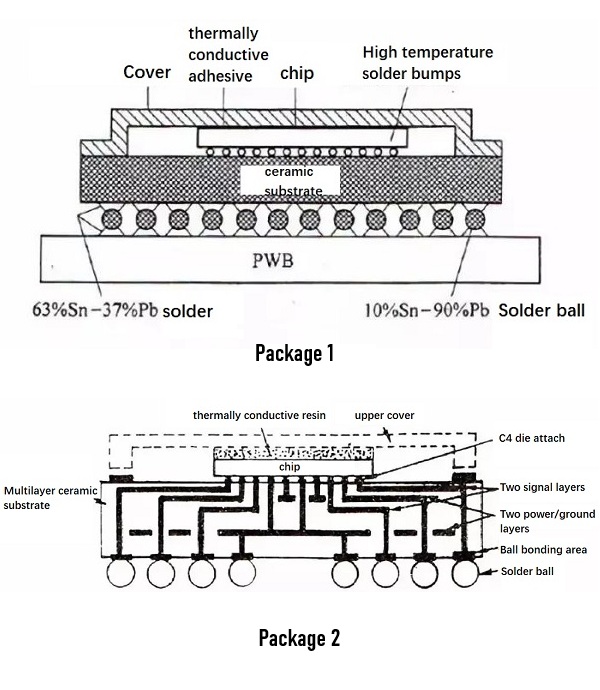
O CBGA coloca o chip em um substrato cerâmico de múltiplas camadas e é frequentemente acompanhado por uma tampa selada que se aproxima do comportamento hermético. A cerâmica traz forte estabilidade dimensional, tolerância a altas temperaturas e propriedades elétricas consistentes devido a dielétricos estáveis e baixa perda. Muitos designs de CBGA também utilizam esferas de solda externas de ponto de fusão mais elevado, e sistemas internos de fixação/selagem podem diferir de acordo com as necessidades de margem de temperatura (por exemplo, soldas ou brasagens distintas para fixação do chip e selagem da tampa).
O CBGA é muito menos sensível à umidade do que os pacotes plásticos, o que simplifica a logística de armazenamento e reduz as preocupações com a deslaminação relacionada ao reassamento. Isso o torna atraente em contextos de alta confiabilidade, temperaturas elevadas ou longa vida onde a estabilidade é o tema dominante.
Quando as montagens enfrentam calor sustentado ao longo do tempo, a estabilidade dimensional da cerâmica se torna uma vantagem prática: o alinhamento mecânico desvía menos e o comportamento elétrico tende a permanecer mais consistente ao longo do envelhecimento e exposição à temperatura. O comportamento estável a longo prazo é importante porque ajuda a reduzir falhas relacionadas ao desvio gradual ao longo do tempo.
A rigidez da cerâmica e o baixo CTE podem aumentar a tensão nas juntas de solda quando montadas em PCBs de fibra de vidro epóxi padrão. Sob ciclagem térmica, a incompatibilidade pode provocar fadiga nas juntas, a menos que a interconexão seja projetada com conformidade em mente.
As abordagens de mitigação geralmente vêm de um conjunto familiar de ajustes:
• Altura e diâmetro da bola
• Espessura do substrato
• Despopulação seletiva perto dos cantos
• Opções de interconexão baseadas em colunas, por exemplo, colunas ao estilo CCGA quando maior conformidade é necessária
Uma observação recorrente do trabalho de confiabilidade em nível de placa é que o corpo cerâmico frequentemente supera as juntas de solda em durabilidade. Em outras palavras, o fator limitante é frequentemente a interface da PCB e sua capacidade de flexionar de forma segura, não a robustez interna do pacote cerâmico.
O CBGA geralmente tem um custo unitário mais alto e uma base de fornecedores mais restrita do que os BGAs orgânicos. A questão do custo não se limita ao substrato; também se reflete a montante em práticas de montagem, escolhas de inspeção e escopo de qualificação.
Quando uma equipe seleciona o CBGA, tende a fluir mais suavemente se a decisão estiver ancorada a um requisito ambiental claro ou a um alvo de vida útil quantificado. Escolher “o pacote mais bonito” não produz automaticamente um produto mais confiável se a interface da PCB, a estratégia de conformidade e as tensões de montagem forem deixadas ao acaso.
Pacote FCBGA (Flip-Chip BGA)
O FCBGA vira o chip de cabeça para baixo e o conecta ao substrato orgânico usando bolhas de solda (C4/flip-chip). Isso remove longas ligações de fio e encurta o caminho elétrico, o que reduz a indutância e a resistência. O resultado prático é uma melhor entrega de energia e integridade do sinal, especialmente quando as taxas de transição são rápidas e as margens de tempo são apertadas. Para CPUs modernas, GPUs e ASICs de rede de alta velocidade, as equipes frequentemente experimentam isso não como uma escolha estilística, mas como o caminho que evita o colapso do orçamento elétrico.
O underfill é geralmente dispensado entre o chip e o substrato para espalhar a tensão termo-mecânica, reduzir a fadiga das bolhas e melhorar o comportamento em choques/quedas. Na fabricação real, a seleção do underfill e o controle do processo muitas vezes decidem se o flip-chip se sente robusto ou frágil.
Vários fatores de processo podem afetar os resultados discretamente: comportamento de viscosidade, tendência a vazios, perfil de cura e compatibilidade com resíduos de fluxo e processos de limpeza. Um padrão comum e emocionalmente desgastante de análise de falhas é a deriva do processo de underfill produzindo sintomas que se assemelham a defeitos de silício, quando a causa raiz é na verdade a fadiga das bolhas ou trincas iniciadas por vazios.
Em relação ao PBGA de ligação de fio, o FCBGA suporta maior densidade de I/O e pode reduzir o tamanho do substrato porque as pads do chip se espalham de forma eficiente nas camadas de roteamento do substrato. Isso é importante quando o fator de forma é restrito ou quando o roteamento de escape da PCB, de outra forma, exigiria mais camadas e custos.
Um benefício muitas vezes subestimado é o determinismo: o caminho elétrico é mais curto e mais controlado, o que torna a conclusão do tempo e a modelagem da integridade de energia mais preditivas em diferentes montagens, lotes e fornecedores. Para equipes que tentam evitar surpresas de SI/PI em estágios avançados, essa previsibilidade pode parecer controle recuperado.
O comportamento térmico é muitas vezes mais robusto porque o calor pode fluir da parte traseira do chip para uma tampa/transportador de calor e depois para um dissipador de calor, enquanto calor adicional se espalha através do substrato para a placa. Para dispositivos de alta potência, esse fluxo multi-caminho é uma necessidade prática.
Dito isso, a solução térmica se torna parte da confiabilidade: a qualidade do anexo da tampa, a seleção do TIM e a carga do dissipador de calor influenciam todo o comportamento a longo prazo. Muitos problemas de alta potência remontam a pressão desigual do dissipador de calor, interação de deformação ou bom bom de material de interface ao invés das próprias bolhas de solda. As equipes às vezes acham isso desconfortável porque desloca a confiabilidade do pacote para decisões de empilhamento mecânico que estão fora da folha de dados do IC.
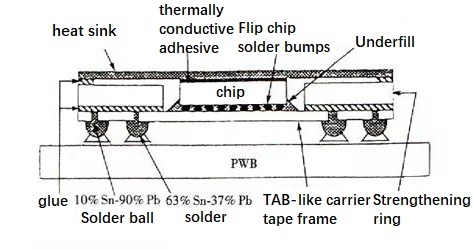
Pacote TBGA (Tape-Based BGA)
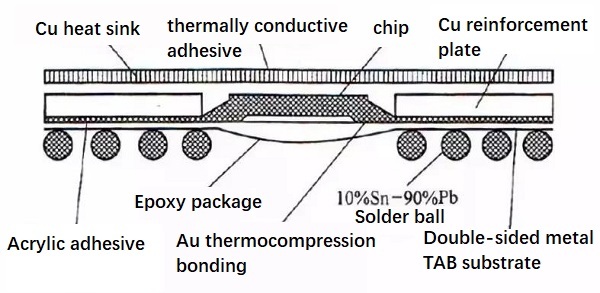
O TBGA utiliza um substrato de fita de poliimida com cobre padronizado, acabamentos revestidos e vias formadas. A vantagem mais visível é a baixa espessura, que ajuda quando a altura em z é restrita. Em designs de consumo densamente compactados, o TBGA pode permitir layouts mecânicos que parecem irrealistas com laminações mais grossas ou abordagens cerâmicas.
Dependendo da construção da fita e da química adesiva, os sistemas baseados em fita podem ser mais sensíveis ao calor e à umidade do que as plataformas cerâmicas e algumas de laminado. Isso não se traduz automaticamente em baixa confiabilidade, mas pode estreitar a janela de processo confortável.
Na prática, o controle de umidade, as condições de armazenamento e a profilagem de refluir tendem a ser mais importantes, e o planejamento de qualificação se beneficia de refletir logística realista em vez de manuseio idealizado em laboratório. Processos de qualificação que assumem condições de armazenamento a seco ideais podem criar problemas de confiabilidade quando o controle de umidade na fábrica não é mantido de forma consistente.
Porque os pacotes TBGA podem ter baixa massa e exibir diferentes comportamentos de rigidez, o auto-alinhamento durante a reflutuação pode ser menos tolerante do que com pacotes mais pesados. A precisão de colocação, o gerenciamento de coplanaridade e o controle de deformação frequentemente aparecem rapidamente como limitadores de rendimento.
As equipes que enviam TBGA com sucesso geralmente ajustam o perfil de reflutuação para equilibrar molhagem, comportamento de vazios e deformação do pacote, e validam em toda a população real da placa em vez de confiar em uma única "placa dourada" que oculta variações.
O TBGA pode ter custo inferior às soluções cerâmicas, mas o envelope de confiabilidade depende fortemente da seleção de materiais da fita, da estabilidade do adesivo e do gerenciamento de umidade. A tomada de decisões tende a ser mais clara quando o TBGA é tratado como uma resposta direcionada para restrições de robustez e integração, com confiabilidade estabelecida usando testes relevantes para o perfil.
As atividades típicas de validação incluem:
• Ciclo térmico
• Viés de umidade
• Curvar/cair mecanicamente.
Uma lição que equipes experientes internalizam é que o TBGA raramente é um substituto imediato para o PBGA. Tende a recompensar a propriedade deliberada do processo, e pode punir suposições de que o mesmo pé direito significa o mesmo comportamento assim que a montagem atinge uma variabilidade de fabricação real.
Fluxo de Processo do Pacote BGA
Um substrato BGA suporta mais do que a ligação mecânica do chip. Ele também afeta a roteação de impedância controlada, a distribuição de energia e terra, a continuidade do caminho de retorno, os efeitos parasitas, a dissipação de calor e a transferência de calor para a PCB. Tratar a seleção do substrato apenas como uma escolha de material pode criar problemas posteriormente, quando as interações entre design, fabricação e montagem começam a afetar a qualidade da produção.
As discussões de seleção geralmente giram em torno de vários comportamentos mensuráveis, mas a realidade é que esses comportamentos interagem entre etapas e fornecedores. Também é comum sentir uma falsa sensação de conforto quando uma única propriedade parece forte no papel, enquanto a variação do processo em nível de painel está se ampliando silenciosamente no fundo.
Alvos de seleção frequentemente avaliados:
• Alta temperatura de transição vítrea (Tg) para exposição repetida à reflutuação
• Baixa absorção de umidade para limitar estufamento e delaminação interfacial
• Estabilidade dimensional para gerenciar deformação e coplanaridade de esferas
• Adesão de cobre a dielétrico para reduzir cratering de pads e levantamento de traços
• Constante dielétrica controlada (Dk) e tangente de perda (Df) para links de alta velocidade previsíveis
Mesmo um design bem fundamentado pode ser restringido por pontos fracos de fabricação que concentram risco em grande escala. A parte desconfortável é que esses pontos fracos frequentemente estão "dentro da especificação" até que se acumulem em um dia ruim.
Pontos fracos de fabricação que frequentemente dominam o rendimento e a confiabilidade:
• Confiabilidade de via (rachaduras no cilindro, vazios de revestimento)
• Deriva de coplanaridade/deformação entre painéis e entre posições de painel
• Erro de registro da máscara de solda
• Controle de contaminação (resíduos iônicos, filmes orgânicos)
Esses problemas raramente se anunciam com uma falha dramática única. Mais frequentemente, eles aparecem como sintomas intermitentes ou dependentes de condição, e essa ambiguidade pode desperdiçar dias de tempo de depuração se o histórico do processo não for rastreável.
Assinaturas de falhas que muitas vezes aparecem primeiro:
• Aberturas intermitentes
• Não molhagem
• Cabeça na almofada
• Fadiga precoce revelada após ciclo térmico ou exposição em campo
Uma maneira prática de modelar o fluxo de processo é separar etapas que criam interfaces de etapas que estressam interfaces. As interfaces podem ser criadas com defeitos que inicialmente são quase invisíveis, depois estressadas repetidamente até que uma pequena falha se transforme em uma falha mensurável. Do ponto de vista da engenharia de processos, reduzir a criação desnecessária de interfaces, estabilizar a deformação antes da ligação das esferas e manter superfícies consistentemente limpas tende a produzir rampas mais calmas do que confiar na inspeção de última fase para "capturar" a variabilidade que foi integrada anteriormente.
Processo de Embalagem PBGA
Construção e Modelagem do Substrato
A produção de PBGA comumente começa com um substrato laminado orgânico construído a partir de núcleos dielétricos e folhas de cobre. Folhas de cobre são laminadas ao núcleo, e, em seguida, características de interconexão são formadas através de microvias perfuradas e furos (furação mecânica e/ou furação a laser). Após a perfuração, o desmascaramento remove resíduos de resina, e o revestimento constrói cilindros condutivos projetados para suportar ciclos térmicos. As características do circuito são então definidas por imagem e gravação para criar traços e pads em ambos os lados.
A máscara de solda é aplicada com aberturas alinhadas aos pads de bola, e um acabamento de superfície é selecionado e controlado para equilibrar a soldabilidade, a compatibilidade com ligação de fios (quando aplicável) e a resistência à corrosão ao longo do armazenamento e uso. O trabalho é geralmente panelizado (multi-up) para aumentar o rendimento e reduzir o custo por unidade, o que transforma muitas decisões de processo "pequenas" em problemas a nível de painel, especialmente o comportamento de deformação, desvio de registro e efeitos de densidade de cobre localizados.
Escolhas comuns de acabamento de superfície:
• ENIG
• ENEPIG
• OSP
A experiência de produção mostra que bons resultados de testes de cupões nem sempre garantem um desempenho estável em painel completo. A deformação e o registro de camadas podem variar com a posição do painel, distribuição de cobre e condições de laminação. Por essa razão, os limites do processo são frequentemente baseados nas áreas de painel de pior caso em vez de medições médias para ajudar a prevenir falhas na montagem nas bordas do painel.
Fluxo de Montagem Típico
Uma sequência de montagem representativa de PBGA é:
• Afinação de wafers conforme necessário
• Dicing
• Anexação de chips, geralmente utilizando epóxi preenchido com prata
• Limpeza ou tratamento a plasma para reduzir orgânicos e melhorar a consistência da adesão
• Ligação de fios usando fio de Au ou Cu com base em custo, comportamento de corrosão e metas de confiabilidade
• Moldagem ou encapsulamento para proteção de fios e resistência à umidade
• Anexação de bolas através da colocação de bolas sobre pads fluídos
• Refluxo para formar juntas de solda e estabelecer a altura final das bolas
• Marcação
• Singulação
• Inspeção e teste elétrico
• Embalagem
Controles Críticos e Mecanismos Comuns de Falha
• Integridade da ligação de fios: controle de altura do laço, suscetibilidade a rachaduras na base, resultados de tração/cisalhamento, e compatibilidade da metalurgia do pad influenciam a margem. O fio de Cu pode reduzir custos e melhorar a resistência à eletromigração, mas tende a tornar a disciplina e a limpeza do acabamento de superfície menos permissivas durante o aumento da produção.
• Comportamento do composto de moldagem: vazios, varredura de fios durante a moldagem por transferência, e adesão do composto ao substrato governam a estabilidade a longo prazo. Pequenos vazios que parecem inócuos em raios-X podem mais tarde agir como caminhos de umidade ou iniciadores de rachaduras, razão pela qual as equipes frequentemente se tornam céticas em relação a "allowances" de vazios "cosméticos" após alguns retornos em ciclos severos.
• Controle de sensibilidade à umidade (MSL): rastreamento de vida útil no piso, controles de cozimento e práticas de revedação afetam quanta umidade é armazenada em laminados orgânicos e compostos de moldagem antes do refluxo. Quando essa umidade expande, a tensão resultante pode propagar deslaminação de uma maneira que é difícil de reverter com retrabalho posterior.
• Coplanaridade da bola e deformação: a anexação de bolas é comumente onde a deformação anterior se torna um limitador de rendimento da montagem. O cozimento controlado, o equilíbrio de empilhamento, e a disciplina no manuseio de painéis geralmente acalmam a dispersão da coplanaridade de forma mais eficaz do que tentar compensar durante o refluxo com ajustes de perfil.
• Perfil de refluxo e atmosfera: o comportamento de oxidação, a completude de molhamento, e a sensibilidade ao "head-in-pillow" são fortemente influenciados pela temperatura máxima, tempo acima do líquido, janela de atividade do fluxo, e gradientes térmicos do pacote/placa. Pequenas diferenças de perfil que parecem equivalentes em um registrador podem ainda se comportar de maneira diferente na junta se o gradiente térmico através do pacote mudar entre lotes.
Em muitas linhas de produtos, a confiabilidade do PBGA tende a melhorar mais rapidamente quando o processo é ajustado para reduzir a variação em vez de perseguir um resultado de desempenho de número único mais alto. Reduzir a dispersão na deformação e limpeza da superfície geralmente produz um rendimento mais estável do que perseguir ganhos marginais em adesão medidos em estruturas de testes idealizadas, e esse negócio tende a ser mais satisfatório uma vez que os retornos de campo são levados a sério.
Processo de Embalagem FC-CBGA
Fabricação de Substrato Cerâmico e Fatores de Custo
O FC-CBGA usa comumente um substrato cerâmico multicanal de alta densidade. Camadas cerâmicas são empilhadas com características de metalização embutidas, e depois co-fritadas para densificar a estrutura. Após a queima, passos adicionais de construção de metal, padronização e revestimento criam as estruturas finais de roteamento e pads.
Cerâmica suporta um roteamento fino e estabilidade dielétrica ao longo da temperatura, mas o rendimento e o custo são frequentemente governados por alguns pontos de dor recorrentes: rendimento de vias, registro de camada para camada, e controle de planicidade. Como a cerâmica é rígida, pequenas desvios em planicidade podem se traduzir diretamente em não uniformidade na altura de protuberância e tensão localizada, o que pode fazer os resultados da montagem parecerem binários quando o processo está próximo do seu limite de tolerância.
Fatores de rendimento e custo frequentemente monitorados:
• Rendimento de vias
• Registro de camada para camada
• Controle de planicidade
Na produção do dia-a-dia, a planicidade comporta-se como um amplificador de rendimento. Um substrato que mal passa na inspeção de entrada pode desviar após etapas térmicas posteriores, e esse desvio pode surpreender as equipes que assumiram que a rigidez manteria a geometria no lugar. Por essa razão, muitas linhas monitorizam a planicidade em múltiplos pontos de verificação em vez de confiar apenas em uma medição de entrada.
Fluxo de Montagem Típico
Uma sequência representativa de montagem FC-CBGA é:
• Bump de wafer, deposição de bump de solda e refluido
• Dicing
• Colocação de flip-chip e refluido para junção de die ao substrato
• Dispensa e cura de underfill para reforço do bump e redistribuição de tensões
• Aplicação de solda de selagem
• Fixação de tampa ou capa para proteção mecânica e dispersão térmica
• Fixação de bola externa
• Refluido
• Marcação
• Singularização
• Inspeção e teste
• Embalagem
Foco em Confiabilidade: Desajuste de CTE e Gestão de Tensões
Um desafio predominante é o desajuste do coeficiente de expansão térmica entre silicone, cerâmica e a PCB de epoxy-grafite. Este desajuste provoca deformação de cisalhamento cíclico nos bumps e bolas de solda, com a maior deformação acumulando-se frequentemente perto dos cantos do pacote. A tarefa de engenharia é menos sobre eliminar tensões e mais sobre moldar onde as tensões vão e quão rapidamente os danos se acumulam ao longo do perfil da missão.
Estratégias de mitigação comumente utilizadas:
• Otimização do design da bola
• Conformidade estrutural
• Engenharia de underfill
• Correspondência de materiais em nível de sistema
• Controle de caminho térmico e fixação de tampa
Uma percepção recorrente, baseada na experiência, é que o melhor underfill não é automaticamente o mais rígido ou o que possui o maior número de adesão. Underfills que são muito rígidos podem redirecionar falhas para a borda do die ou outras interfaces frágeis, o que pode parecer uma troca cruel após um resultado bem-sucedido de fadiga do bump. A opção que tende a envelhecer melhor é aquela que reduz a energia de deformação em todo o perfil de temperatura e permanência, mesmo que suas propriedades principais pareçam menos impressionantes.
Processo de Embalagem TBGA
O TBGA começa com um substrato de fita de poliimida. O cobre é aplicado e então revestido, geralmente com um acabamento Ni/Au para suportar soldabilidade e resistência à corrosão. Vias são criadas por perfuração ou formação a laser e depois metalizadas, e o circuito é padronizado para corresponder aos requisitos de roteamento e pad.
Em designs que integram um dissipador de calor ou espalhador de calor, a fita pode ser colada ao espalhador antes do selamento final. Essa escolha de colagem afeta a rigidez, a condução térmica e a deformação dinâmica durante a montagem, e pode mudar como o pacote se sente em termos de previsibilidade ao longo dos ciclos de refluido.
Montagens baseadas em fita tendem a recompensar o controle rigoroso da reologia adesiva e do comportamento de cura. Pequenas mudanças no fluxo adesivo ou no estado de cura podem causar grandes alterações na curvatura da fita, na repetibilidade de colocação e na resistência à delaminação a longo prazo, um resultado que frequentemente surpreende as equipes na primeira vez em que as condições de armazenamento variam entre corridas piloto e de volume.
Uma sequência representativa de montagem TBGA é:
• Afinamento de wafer
• Dicing
• Fixação de die
• Limpeza
• Fusão de fios
• Limpeza a plasma para consistência de adesão do encapsulante
• Encapsulação líquida ou potting
• Fixação de bola
• Refluido
• Marcação
• Singularização
• Inspeção e teste
• Embalagem
Riscos Chave em Construções Finas
• Deformação da fita e desvio dimensional: construções finas respondem fortemente à história térmica e à exposição à umidade, o que faz com que o comportamento de coplanaridade pareça mais sensível do que as equipes esperam ao vir de laminados mais espessos.
• Envelhecimento adesivo: longos tempos de permanência a temperaturas elevadas podem alterar o módulo adesivo e a adesão ao longo do tempo. Esta degradação pode permanecer silenciosa até que o ciclo ou manuseio empurre a interface além de sua margem reduzida.
• Delaminação impulsionada pela umidade: a poliimida lida bem com o calor, mas a adesão da interface e a exposição à umidade ainda governam se a delaminação aparece durante o refluido, especialmente após variabilidade de armazenamento.
• Sensibilidade à coplanaridade da bola: em um pacote fino, uma curvatura modesta do substrato pode se traduzir em um erro de coplanaridade notável nas pontas das bolas, aumentando a probabilidade de não molhadura e fadiga precoce.
Uma lição comum da produção TBGA é que os resultados finais frequentemente dependem de detalhes do processo que podem ser subestimados durante o planejamento. O manuseio da fita, controle de umidade, tempo entre tratamento a plasma e encapsulação, e condições de cura adesiva afetam todos a estabilidade do pacote a longo prazo e a consistência da fabricação.
Conclusão
A embalagem BGA melhora o design eletrônico moderno ao suportar maior densidade de E/S, caminhos elétricos mais curtos, melhor transferência térmica e desempenho de alta velocidade mais estável em comparação com pacotes com pinos tradicionais. Suas vantagens vêm tanto da estrutura em grade de bola quanto da integração próxima entre o pacote e a PCB. No entanto, a implementação bem-sucedida do BGA também depende fortemente do controle de processo, gestão térmica, qualidade do substrato e confiabilidade da montagem. À medida que a complexidade do dispositivo e a densidade de potência continuam a aumentar, o BGA permanece uma solução de embalagem importante para equilibrar desempenho, tamanho e fabricabilidade em sistemas eletrônicos avançados.
Perguntas Frequentes (FAQ)
1. Por que os pacotes BGA geralmente oferecem melhor integridade de sinal do que pacotes com pinos tradicionais?
Os pacotes BGA usam conexões de bola de solda curtas embaixo do pacote, em vez de longos pinos de perímetro. Este caminho elétrico mais curto reduz a indutância e resistência parasitas, o que ajuda a minimizar reflexões de sinal, oscilações de aterramento e ruído de comutação simultânea. Em sistemas de alta velocidade, essas melhorias suportam transições de sinal mais limpas, margens de tempo mais estáveis e melhor desempenho de entrega de energia, especialmente quando as esferas de energia e aterramento são distribuídas de forma eficiente pelo pacote.
2. Por que a embalagem BGA escala de forma mais eficaz para dispositivos de alta E/S em comparação com pacotes de pinos de perímetro?
Pacotes com pinos dependem do comprimento do perímetro para adicionar mais conexões, o que eventualmente força um espaçamento de pinos extremamente fino e cria dificuldades de montagem. Os BGAs, por outro lado, utilizam toda a parte inferior do pacote para a colocação das bolas de solda, permitindo que a contagem de E/S escale com a área do pacote em vez do comprimento da borda. Isso torna os BGAs muito mais práticos para processadores, FPGAs, ASICs e dispositivos de memória que requerem centenas ou milhares de interconexões em layouts de placa compactos.
3. Por que as juntas de solda ocultas são consideradas tanto uma vantagem quanto um desafio de fabricação em montagens BGA?
As juntas de solda ocultas embaixo do pacote protegem as interconexões de danos mecânicos durante o manuseio, que muitas vezes afetam os pinos expostos em pacotes como TSOPs ou QFPs. No entanto, como as juntas não podem ser inspecionadas visualmente após a reflow, a fabricação depende fortemente de um controle de processo preciso, incluindo volume exato de pasta de solda, perfis de reflow estáveis, planicidade da PCB e gestão de deformações. A inspeção, portanto, geralmente depende da análise por raios X e técnicas de retrabalho especializadas, em vez de verificações visuais diretas.
4. Por que a gestão térmica muitas vezes se torna uma das razões mais importantes para escolher a embalagem BGA?
Os pacotes BGA criam múltiplos caminhos paralelos de condução de calor através da matriz de bolas de solda para a PCB. O calor se espalha através de planos de cobre, vias térmicas, dissipadores de calor e, às vezes, dissipadores externos conectados a tampas ou pads expostos. À medida que a densidade de potência do chip aumenta, essa acoplamento térmico melhorado ajuda a estabilizar as temperaturas de junção de forma mais eficaz do que muitos pacotes com pinos tradicionais, especialmente em processadores, GPUs e dispositivos de rede de alta potência.
5. Por que o design da PCB é considerado inseparável do desempenho do pacote BGA?
Um pacote BGA se comporta como parte do sistema elétrico e térmico completo, em vez de como um componente isolado. A estrutura da PCB, a continuidade do plano de referência, o roteamento de escape, a estrutura da PDN, as vias térmicas, a distribuição de cobre e as condições de fluxo de ar afetam diretamente a integridade do sinal, a estabilidade térmica e a confiabilidade das juntas de solda. Um design ruim em nível de placa pode comprometer as vantagens do pacote, mesmo que o próprio BGA esteja bem projetado.
6. Por que o PBGA continua a ser um dos tipos de pacote BGA mais amplamente utilizados na eletrônica convencional?
O PBGA combina custos de fabricação relativamente baixos, processos de montagem maduros e bom desempenho elétrico para aplicações de baixo a médio alcance. Substratos de laminados orgânicos e métodos de montagem por ligação de fio suportam uma produção eficiente em alta volume, mantendo uma confiabilidade e comportamento térmico aceitáveis para muitos sistemas de consumo e industriais. Sua adoção generalizada também é apoiada por ecossistemas de fornecedores extensos, familiaridade com processos e conhecimento de fabricação bem estabelecido.
7. Por que a sensibilidade à umidade é uma preocupação significativa de confiabilidade em pacotes PBGA?
Substratos orgânicos e compostos de moldagem podem absorver umidade durante o armazenamento e manuseio. Durante a soldagem por reflow, a umidade aprisionada se expande rapidamente em vapor, criando estresse mecânico interno que pode causar delaminação, rachaduras ou o bem conhecido efeito de falha "pipoca". Como essas falhas estão fortemente ligadas ao histórico de manuseio, os fabricantes dependem fortemente do rastreamento do nível de sensibilidade à umidade, armazenamento em local seco, procedimentos de secagem e controle do tempo de exposição para manter a confiabilidade da montagem.
8. Por que os BGAs cerâmicos frequentemente alcançam maior estabilidade ambiental de longo prazo do que os BGAs plásticos?
Substratos cerâmicos proporcionam excelente estabilidade dimensional, menor absorção de umidade e um comportamento elétrico mais consistente em uma ampla faixa de temperaturas. Essas características tornam os CBGAs altamente adequados para sistemas aeroespaciais, militares, industriais e de longa vida expostos a temperaturas elevadas ou condições ambientais severas. No entanto, a rigidez e a baixa expansão térmica da cerâmica podem aumentar a tensão na junta de solda quando montadas em PCBs padrão de epóxi e vidro, exigindo um gerenciamento cuidadoso da conformidade.
9. Por que os materiais de subpreenchimento são tão importantes na confiabilidade do FCBGA?
Em BGAs de chip flip, o chip de silício conecta-se diretamente ao substrato através de pequenas saliências de solda microscópicas. O material de subpreenchimento é adicionado entre o chip e o substrato para distribuir a tensão mecânica, reduzir a fadiga das saliências e melhorar a resistência ao choque. A seleção adequada do subpreenchimento e o controle do processo influenciam fortemente a confiabilidade a longo prazo, pois subpreenchimentos excessivamente rígidos ou mal curados podem redirecionar a tensão para interfaces frágeis, causando rachaduras ou falhas prematuras durante ciclagens térmicas.
10. Por que a confiabilidade do BGA depende fortemente do controle da deformação e da coplanaridade durante a fabricação?
Mesmo pequenas deformações no substrato ou PCB podem criar formações irregulares das juntas de solda durante o reflow. A coplanaridade precária pode causar não molhagem, defeitos de cabeça em almofada, desconexões intermitentes ou falhas de fadiga precoces após ciclagens térmicas. Como as juntas do BGA estão ocultas sob o pacote, esses problemas podem permanecer indetectáveis até testes de confiabilidade posteriores ou operação em campo. Os fabricantes, portanto, monitoram de perto a planicidade, o comportamento de expansão térmica, os gradientes de reflow, o manuseio do painel e a deformação do pacote ao longo do processo.
Blog relacionado
-
Quantos zeros em um milhão, bilhões, trilhões?
![Quantos zeros em um milhão, bilhões, trilhões?]()
29/07/2024
Milhões representam 106, uma figura facilmente agressável quando comparada aos itens cotidianos ou salários anuais. Bilhão, equivalente a 109, com... -
Folha de dados, circuito, equivalente, pinagem
![Folha de dados, circuito, equivalente, pinagem]()
28/08/2024
O IRLZ44N é um MOSFET de potência n amplamente utilizado.Reconhecido por seus excelentes recursos de comutação, é altamente adequado para inúmer... -
Temperatura da bateria muito baixa, o carregamento parou.Como consertar isso?
![Temperatura da bateria muito baixa, o carregamento parou.Como consertar isso?]()
06/10/2024
Os problemas de carregamento da bateria do telefone celular são comuns, mas podem ser efetivamente gerenciados.A temperatura desempenha um grande pap... -
Guia abrangente do transistor BC547
![Guia abrangente do transistor BC547]()
04/07/2024
O transistor BC547 é comumente usado em uma variedade de aplicações eletrônicas, variando de amplificadores de sinal básicos a circuitos complexo... -
Guia abrangente do SCR (retificador controlado por silício)
![Guia abrangente do SCR (retificador controlado por silício)]()
22/04/2024
Retificadores controlados por silício (SCR), ou tiristores, desempenham um papel fundamental na tecnologia de eletrônicos de energia devido ao seu d... -
LR621, SR621SW, 364, equivalentes de bateria AG1 e substituições
![LR621, SR621SW, 364, equivalentes de bateria AG1 e substituições]()
15/07/2024
As baterias de botão LR621 e SR621SW são predominantes em dispositivos eletrônicos compactos, como relógios, pequenos brinquedos, calculadoras e c... -
Fundamentos de circuitos de amplificadores operacionais
![Fundamentos de circuitos de amplificadores operacionais]()
28/12/2023
No mundo intrincado da eletrônica, uma jornada para seus mistérios invariavelmente nos leva a um caleidoscópio de componentes do circuito, requinta... -
Comparando diferenças e aplicações de NMOs e PMOs
![Comparando diferenças e aplicações de NMOs e PMOs]()
15/11/2024
Compreender as diferenças entre os transistores de NMOs e PMOs é importante no projeto de circuitos eficientes.NMOs (NMOS (PMOs (PMOs (Metal-óxido-... -
Um guia completo para os multiplexadores e seu papel nos sistemas digitais
![Um guia completo para os multiplexadores e seu papel nos sistemas digitais]()
20/09/2025
Os multiplexadores são componentes em sistemas digitais, projetados para canalizar vários sinais de entrada em uma única linha de saída usando ló... -
CR2450 vs CR2032 Comparação: Tudo o que você precisa saber
![CR2450 vs CR2032 Comparação: Tudo o que você precisa saber]()
15/09/2025
As baterias de botão como CR2450 e CR2032 alimentam muitos eletrônicos diários, desde relógios e controles remotos a dispositivos médicos e indus...




Peças quentes
- 02013A1R5CAT2A
- CGA3E2X7R1H333K080AA
- LT1303IS8-5
- AT89C5131A-RDTUL
- CL10A225MQ8NNND
- LT3797EUKG#TRPBF
- AC0805KRX7RYBB102
- LMP90077MH
- GJM1555C1H4R6CB01D
- CXA1683N-T4
- GRM0335C1E7R5CA01D
- GM5726H-LF-AC
- TX1472NL
- AD1836AS
- GRM188C60J226MEA0D
- MT29RZ4B4DZZNGPL-18WE4U2
- XC7K70T-2FBG484C
- UPD482445G5-60-7JG
- ME35N10-G
- XC6VHX255T-1FFG1155C
- EPM7128EQC160-15N
- KM416C1204CJ-L6
- XLS208WD1000
- STM32F207VET6
- SN74F38N
- FQD2N100
- P89V51RD2FA
- 0805ZC105KAT4P
- RT0805BRD0710RL
- CGA6M3X7R2E224K200AA
- 1MBI300L060
- ADG736BRMZ
- 08051A470MAT4A
- ATMEGA1280V-8CU
- N87C51FA-1
- TOP267VG
- R5F2123CKFP#U0
- TPS659113A2ZRC
- TMK316B7225ML-T
- T491C336K016AT7634
- CY7C1021V33L-15ZI
- LB1640N-E
- SM2246XT-G-AA
- SLC20-MF
- NPCF204UA0DX
- R5F100GEGFB#30
- R5F21262N117FP
- WS1105-TR1
- PCAL6416APW
- BZT52B5V1-7-F